|
Costruzione di un assale
Dopo aver visto come si costruiscono le ruote, passiamo agli assali.
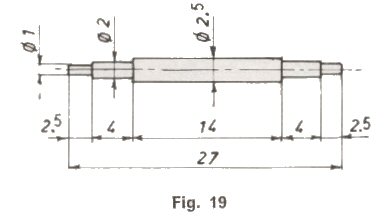
Un assale va indubbiamente costruito in acciaio; e sia esso rispondente al
disegno di fig. 19. Perché le due ruote, che vanno montate su perni, girino
correttamente -cioè senza sfarfallamenti -occorre che i perni siano
rigorosamente coassiali.
Come riuscire a ciò, se la
lavorazione successiva delle due estremità, esigendo il capovolgimento del
pezzo,
ne provocherebbe inevitabilmente il disassamento se si usasse
l'autocentrante?
Bisogna ricorrere a un congegno di caratteristiche particolari, come quello
descritto nel seguito.
Dispositivo portapinze
Esso si chiama dispositivo
portapinze, e consente un centraggio molto preciso dei pezzi cilindrici a
superficie
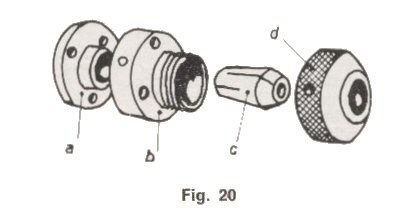
liscia con diametro fino a 8 mm. E' illustrato in prospettiva esplosa nella
fig. 20 e comprende:
a) una flangia con foro filettato, da montare sul mandrino del tornio;
b) un corpo con appendice filettata e sede conica per la pinza;
c) una pinza ricambiabile a doppia conicità;
d) una ghiera di bloccaggio.
A congegno montato, il corpo è
stabilmente congiunto alla flangia mediante tre viti incassate.
La pinza, dotata di fessure longitudinali che la rendono elastica, viene
infilata nella corrispondente sede
del corpo e bloccata per mezzo della ghiera avvitata sull'appendice
filettata del corpo medesimo.
E' disponibile una serie di pinze con diametro del foro da 0,5 a 8 mm.
(intervallo di 0,5 mm. fra l'una e l'altra). Inconveniente del sistema: si
possono prendere solo pezzi con diametro poco diverso da quello del foro
della pinza (circa un decimo di mm. in più o in meno).
Il dispositivo non si adatta, dunque, a qualsiasi diametro, come invece
l'autocentrante.
Inoltre le pinze sono assai costose, per via dell'accurata lavorazione che
richiedono.
Il congegno viene normalmente fornito smontato; l'appendice cilindrica della
flangia presenta diametro leggermente maggiorato rispetto al corrispondente
foro nel corpo, sicché non è possibile ottenere il relativo accoppiamento.
Ciò è fatto di proposito, onde l'adattamento delle due parti sia eseguito
sulla macchina medesima a cui il
congegno è destinato: solo così si ottiene l'elevata precisione di
centraggio caratteristica del dispositivo.
Per l 'adattamento. si devono compiere le seguenti operazioni:
1) Verificare l'esatto allineamento del la punta e della controPunta (vedere
Capitolo V);
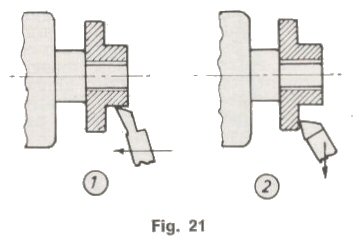
2) Puliti accuratamente i filetti del mandrino e della flangia, avvitare
quest' ultima sul mandrino,
verificando che la flangia si adagi correttamente sull'imposta del mandrino
(fig. 21);
3) Tornire con lo sfacciatore sinistro l'appendice della flangia fino a ché
il corpo possa esserci infilato senza sforzo, ma possibilmente senza gioco.
E' un'operazione delicata, da condurre con molta cautela, con minimo
spessore di truciolo e provando l'accoppiamento dopo ogni passata:
ricordiamo che si tratta di un congegno di alta precisione, che verrebbe
compromessa anche da un gioco esiguo;
4) Spianare accuratamente la superficie di appoggio;
5) Smontare la flangia dal mandrino, oliare con lubrificante denso, infilare
l'appendice della flangia nel corpo e unire i due pezzi con le tre viti M 4
in dotazione.
Se, per dannata ipotesi, la flangia fosse stata tornita di troppo, bisogna
procurarsi un'altra flangia e ricominciare da capo. Attenzione, dunque!
Torniamo all'assale
Procuriamoci del filo d'acciaio trafilato del diametro di 2,5 mm,
tagliamone un pezzo lungo 28 mm. e blocchiamolo nel portapinze, dopo avervi
collocato la pinza adatta. Basta che il pezzo sporga di un mm. o due oltre
la zona da lavorare: il montaggio è corto e si lavora bene anche sulle parti
sottili.
Si noterà come il pezzo ruoti ben centrato.
Tornite le due zone (Ø 2 e Ø 1 si capovolge il pezzo, dopo avervi segnato la
quota di 14 per avere un preciso riferimento nella seconda fase, e si
completa la lavorazione dell'altra estremità.
L'assale è pronto; la precisione voluta è assicurata.
Dopo di chè, se avessimo preparato le due ruote, potremmo passare al
montaggio dell'assale. infilando le medesime sulle loro sedi Ø 2. Se non
che, a questo punto, dovremmo probabilmente accorgerci di non riuscire
ad infilare le ruote, oppure che queste si infilano troppo facilmente,
presentando un gioco rispetto alle sedi
Questa indubbiamente sgradita sorpresa - assai probabile -. come ripetiamo
-trova spiegazione nel fatto che il foro nella ruota è stato eseguito con un
punta da trapano (Ø 2: la quale, pur se perfettamente affilata, produce un
foro di diametro maggiore almeno di qualche centesimo di mm. mentre il Ø 2
sul perno, misurato col calibro a corsoio, può essere maggiore o minore del
valore esatto almeno di qualche centesimo di millimetro: ciò rientra
nell'approssimazione propria dello strumento (v.
capitolo IV). In tali condizioni solo casualmpnte può succedere che
il diametro della sede vada d'accordo col diametro del foro sì da creare
quel che nel gergo si denomina un accoppiamento stabile, che garantisca la
necessaria, in questo caso, solidarietà fra i pezzi.
Da questo discorso si deduce che le sole indicazioni (Ø 2 sul foro della
ruota e sulla sede dell'assale sono insufficienti a definire quel che si
deve fare perché il risultato corrisponda alle attese.
E' necessario, a questo punto, la acquisizione di un nuovo concetto,
basilare per le lavorazioni meccaniche:
quello di tolleranza. Ne tratteremo alla prossima puntata.
Questa necessariamente e' la parte più datata
dell'articolo. Leggetela con tenerezza e notate
quell' IVA al 12 % !!! AL
Prezzi correnti
Poiché l'autore si lusinga di aver fatto sorgere a questo punto, in qualcuno
dei suoi lettori, il desiderio
di passare ai fatti concreti, gli pare opportuno di esporre i prezzi
attualmente correnti per l'UNIMAT
e i suoi accessori, con l'avvertenza -forse superflua - che siamo in fase di
grave instabilità, purtroppo sempre verso l'aumento.
E' evidente, inoltre, che qualche scostamento potrà aversi da zona a zona e
da rivenditore a rivenditore.
Ecco dunque un ampio elenco di prezzi, comprendente anche diversi accessori
non ancora nominati
nella nostra trattazione:
| |
Lit. |
|
Tornietto con gli accessori di
fig. 2
|
95000 |
|
Mandrino autocentrante a tre
griffe Ø 55 mm.
|
19000 |
|
Mandrino a quattro griffe
indipendenti
|
22400 |
|
Mandrino per punte da trapano
fino a Ø 6
|
7800 |
|
Morsa (corsa mm 27 x larghezza
35)
|
11400 |
|
Dispositivo portapinze
|
10000 |
|
Pinze cadauna
|
5400 |
|
Lunetta intermedia
|
7100 |
|
Tavolo per fresatrice
|
10000 |
|
Contropunta rotante
|
3850 |
|
Contropunta rotante con
cuscinetto doppio
|
5700 |
|
Apparecchio divisore con disco
(48 divis.)
|
13800 |
|
Dischi (30 -36 -40 divis.)
cadauno
|
4800 |
|
Portamotore con rinvio
supplementare
|
9300 |
|
Dispositivo di avanzamento
automatico
|
27500 |
|
Disco per affilare
|
4000 |
|
Carter di protez. per mola
|
3400 |
|
Dispositivo con sega circolare
|
16600 |
|
Barrette 6 x 6 in acciaio
superrapido affilate da un lato cadauna
|
1560 |
|
Barrette non affilate cadauna
|
960 |
|
A questi prezzi va aggiunto l'importo dell'IVA 12%.
|
|
|