|
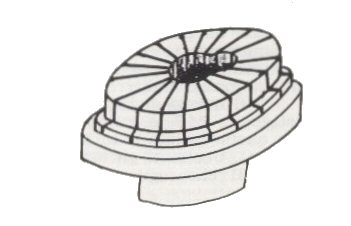
Dopo le operazioni
precedentemente descritte, la mascherina avrà assunto l'aspetto che appare
nella figura
che segue:
Composizione della ruota
I pezzi necessari, tutti in ottone, sono illustrati nella fig. 30, e sono:
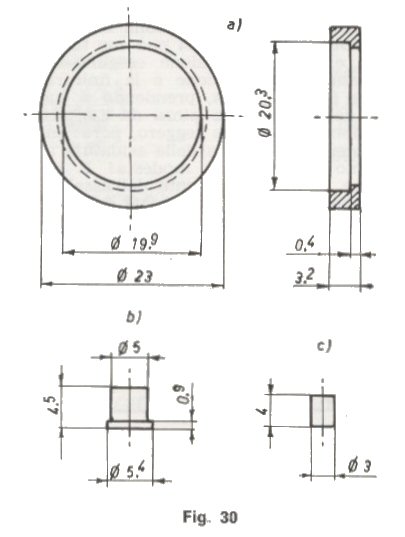 a) anello esterno, che costituirà il cerchione;
b) mozzo;
c) corpo del bottone di manovella.
L'anello va disposto sulla mascherina col Ø 19,9 attorno alla zona con Ø 19,8; il mozzo va collocato nel foro centrale col
Ø 5,4 all'interno;
il corpo del bottone di manovella va
posto accanto al mozzo, eventualmente dopo un colpo di lima se risultasse
troppo forzato.
Le razze si ricavano da pezzetti di carta di Spagna spessore 0,15 tagliati a
misura, piegati in due e infilati nelle scanalature: la piegatura va disposta
verso l'interno e simulerà ottImamente, a ruota finita, la sagomatura
tondeggiante delle razze.
Curare che le estremità delle razze appoggino a fondo nei rispettivi
alloggiamenti, toccando da un lato
il mozzo e dall'altro il cerchione.
Ultimata la composizione, un po' di pasta per saldatura sulle parti da unire
e poi l'insieme, tenuto con pinza
o altro mezzo opportuno per il codolo Ø 10, sulla fiamma del gas. Quando la pasta comincerà a friggere, appoggiato
il filo di stagno sul mozzo, vedremo il metallo fuso correre a riempire gli
interstizi fra le parti da unire; poi lo appoggeremo in vari punti della
periferia per la saldatura delle razze al cerchione.
E' bene abbondare con lo stagno, che dovrà riempire gli spazi fra le parti
componenti e la mascherina.
Fare attenzione, però, al surriscaldamento, perché la fiamma del gas è energica.
Compiuta l'operazione e raffreddato il complesso, facendo leva con un
piccolo cacciavite fra il cerchione
e il bordo della mascherina, si libera
agevolmente la ruota, in quanto
com'è noto lo stagno non fa presa
sull'alluminio: e appunto per questo abbiamo usato un tal materiale perla mascherina.
Rimane da sistemare il contrappeso. Ma come a ciò si possa provvedere, preferisco lasciarlo all'iniziativa
di ciascuno.
Di norma, una delle ruote di ogni assale va isolata rispetto alla massa per
le note esigenze elettriche.
Il metodo d'isolamento più conveniente -a
parere di chi scrive -consiste nel realizzare l'isolamento al cerchione.
Per le ruote isolate, l'anello esterno, di cui al punto a), si farà con
diametro esterno congruamente minore
(circa 20,5 mm), in modo che, dopo
l'operazione di saldatura, si possa tornire con leggera conicità e
su di
esso investire, debitamente forzato, un altro anello con diametro esterno di
23 mm, previa interposizione
fra i due di una striscia di pellicola da film
fotografico o di altro materiale di caratteristiche equivalenti.
Non volendo
ricorrere a tale soluzione, bisogna provvedere all'isolamento, non solo al
mozzo, ma anche
al bottone di manovella: il che implica operazioni più
laboriose e di esito incerto, in quanto non è facile bloccare come si
conviene l'assale entro la bussolina di plastica che si deve introdurre nel
mozzo.
Operazioni di finitura
Le operazioni che ancora rimangono sono: la foratura centrale per l'assale,
la foratura e la filettatura del foro
per il perno di manovella, la sfacciatura della ruota sui due lati e, infine, la tornitura della fascia di
rotolamento con relativo bordino. Il tutto secondo il disegno di fig. 23,
con l'avvertenza che in esso mancano le quote del f
oro al mozzo e della
filettatura
al bottone di manovella. Per il primo si deve decidere in funzione del
diametro dell'assale, facendolo minore di un mezzo millimetro: se l'assale,
ad esempio, fosse come in fig. 19, il foro
dovrebbe avere diametro di 2 mm.
Per il foro filettato, va bene senz'altro l'M 1,4.
Si consiglia di iniziare il lavoro
prendendo la ruota grezza nell'autocentrante, facendola sporgere dalle
griffe di circa un mm e con la faccia Interna (si intende ad assale montato) rivolta verso la contropunta; procedere poi alla sfacciatura secondo il
disegno e alla foratura centrale.
Passare successivamente alla foratura e alla filettatura del bottone di
manovella, operazione per la quale
vale la pena di costruirsi, in un pezzetto
di lamiera, una mascherina con due fori, rispettivamente di diametro
2 e
1,1, a distanza reciproca di 4 mm: la foratura del bottone si opera dopo
aver fissato la mascherina
sulla ruota, con una spina a vite che attraversi
il foro centrale Ø 2 e il corrispondente foro della maschera,
in posizione
tale che il foro Ø 1,1 di quella si trovi affacciato al centro del bottone
di manovella.
In virtù di tale accorgimento, la distanza fra i due fori
(corrispondente al cosiddetto «raggio di manovella»)
sarà identica per tutte le ruote e ci eviterà -o, almeno ridurrà al
minimo -la sgradita sorpresa dello impuntamento delle bielle, un grave
fastidio rimediabile solo con gran pena all'atto del montaggio. Infatti in
questo caso non conta tanto la precIsione della quota, quanto che la quota
sia identica in tutte le ruote.
Nella filettatura si abbia molta cura
che il maschio entri correttamente nel foro, e non obliquamente, a scanso di
altri fastidi.
Le due ultime operazioni -tornitura del cerchione e spianatura delle faccia
esterna -richiedono anch'esse particolari accorgimenti, in mancanza dei
quali le ruote facilmente presentano il fenomeno dello «sfarfallamento», tanto antiestetico, quanto riprovevole dal punto di vista
meccanico, sì da costituire una profonda delusione per il fermodellista
esigente.
Lo scrivente, da parte sua, ha conseguito ottimi risultati con il
procedimento illustrato nel seguito.
Facendo un passo indietro, anzichè forare a Ø 2 il mozzo di tutte le ruote,
si filettano a M 2 le ruote di un lato (tutte quelle isolate o tutte quelle
non isolate).
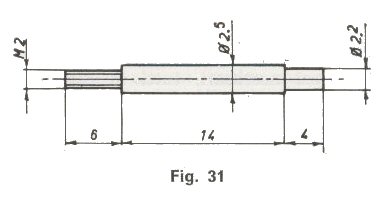
Costruiti gli assali come nella fig. 31 che segue:e avvitate a fondo sulla zona filettata le ruote di cui sopra, si può con
tutto agio e grande precisione eseguire la tornitura del cerchione e la
finitura della faccia esterna, prendendo il fusto dell'assale nella pinza da
2,5. Attenzione a lavorare leggero, però: la resistenza meccanica delle
saldature a stagno è veramente modesta! E lasciare la parte sporgente
dell'assale.
Prima di passare alle ruote del lato opposto, si ricordi che nelle
locomotive le ruote di un assale sono sfalsate di 90°, cioè di un quarto di
giro, l'una rispetto all'altra. Anche qui è
necessaria, non tanto l'esattezza dei90'°,
quanto l'esatta concordanza dello
sfasamento in tutte le ruote, pena...
il solito impuntamento delle bielle. Vale perciò la pena, anche in questo
caso, di costruirsi un'apposita attrezzatura, consistente in due strisce di
lamiera predisposta come in fig. 32.
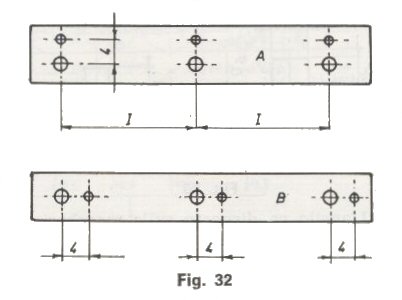
I fori grandi hanno diametro 2, quelli piccoli 1,4. Gli interassi I vanno
commisurati alla locomotiva per la quale
si sta lavorando: perchè siano
identici nelle due piastre, come occorre, basta forarle assieme. Per
ottenere identico interasse 4 per tutte le coppie di fori, conviene
riutilizzare la
piastrina precedentemente usata per la foratura dei bottoni di manovella
nelle ruote, ripassando poi i fori Ø
1,1 con la punta da 1,4.
Preparata questa attrezzatura e smontate le ruote filettate dagli assali, si
lavora l'estremità non filettata
di questi (quota Ø 2,2 nella fig. 31) con
leggerissima conicità, tanto che la ruota si possa imboccare
sufficientemente all'estremità.
Poi, riavvitate a fondo le ruote filettate
sugli assali (attenzione! ciascuna sul proprio), ad esse si applica la
mascherina A con i
fori Ø 2 a cavallo delle estremità
sporgenti degli assali, fissandola con viti M 1,4 che prendano nel foro
filettato del bottone di manovella attraverso i fori Ø 1,4.
Tutte le ruote assumono così il medesimo orientamento.
Imboccate dalla parte opposta le tre altre, con la mascherina B se ne
registra l'orientamento e poi si fissano
in modo analogo. In questa esatta
posizione queste ruote vanno poi forzate a fondo sull'assale fino alla
battuta.
Per rendere più agevole la parte finale del lavoro, che richiede il maggior
sforzo, si possono smontare le mascherine non appena si nota
che le ruote hanno assunto una posizione sicura. Poi. per condurre a termine
il
forzamento, si opera così: autocentrante sulla testa e mandrino PT sulla
contropunta dell'UNIMAT,
l'assale viene disposto fra i due con la ruota
filettata dalla parte dell'autocentrante e l'estremità sporgente dell'assale
fra le griffe, solo accostate e non serrate; portate le griffe del PT,
aperte quanto basta, a contatto
del mozzo dell'altra ruota e bloccata la
contropunta, se ne gira il volantino spingendo la ruota fino alla
battuta.
Smontata poi la ruota filettata, si completa la lavorazione dell'altra come
si è detto in precedenza a proposito della prima.
A questo punto c'era un (continua), ma non ho trovato
traccia di nuove puntate nei bollettini successivi: vogliamo continuare noi
? AL
|