|
Alcune raccomandazioni: nella
fresatura l'UNIMAT lavora in condizioni più difficili che non nella
tornitura,
andando soggetto a maggiori deformazioni e vibrazioni.
Bisognerà, dunque, adattarsi a passate molto leggere, in genere di pochi
decimi di mm per acciaio dolce
e maggiori in proporzione per materiali più teneri (anche qualche mm per
alluminio).
E' consigliabile bloccare, durante il lavoro, le viti relative ai movimenti
non necessari per l'operazione in corso: irrigidendosi la struttura,
l'utensile opera in condizioni migliori.
Quanto sopra esposto vale genericamente per le operazioni di fresatura. Nel
caso nostro -e cioè al fine della costruzione di ruote a razze- dovremo fare
della macchina un uso un po' particolare, per il quale,
come già detto, ci conviene procurarci un attrezzo che ci sarà prezioso
anche in altre occasioni:
un rudimentale divisore.
Divisore
Che cos'è un divisore? E' un congegno adatto a consentire di ripetere più
volte la stessa operazione sul medesimo pezzo, il quale, fra un'operazione e
la successiva, viene opportunamente ruotato per mezzo, appunto,
del divisore. Elementi tipici costruibili mediante il divisore sono i dadi
(quadrati ed esagonali) e le ruote dentate: ma è facile intuire in quanti
altri casi il diviso re possa essere utilizzato.
Anche qui vogliamo ricorrere, per quanto possibile, all'autocostruzione, e
non per... orgoglio professionale
o perchè nella gamma degli accessori UNIMAT non sia previsto questo attrezzo, quanto perchè il prodotto del nostro
lavoro, pur rudimentale, si dimostrerà più versatile di quello UNIMAT, e
comunque sufficiente ai nostri bisogni, benchè soggetto a svariate
limitazioni rispetto a quanto si può ottenere dai complicati e precisi
divisori usati nelle officine meccaniche.
Il suo corpo, in acciaio dolce, è illustrato nella fig. 26.
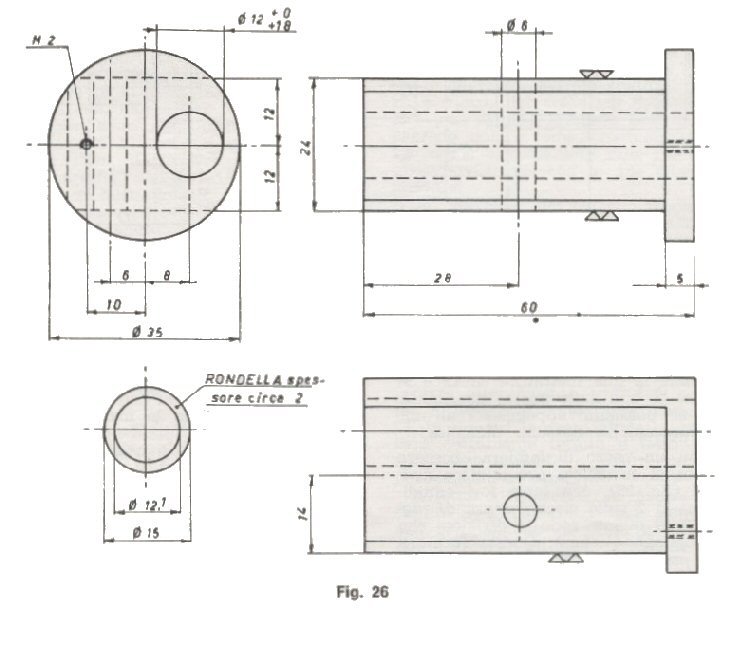
La flangia spessore 5 potrebbe anche essere quadrata: nel disegno è rotonda
perché chi scrive ha trovato comodo partire da un tondo Ø 35, anziché da
un quadro 35 x 35, più difficilmente reperibile.
Per la lavorazione, conviene partire intestando al tornio il pezzo a
lunghezza 60; poi, trasformato l'UNIMAT in fresatrice, spianarlo sulle tre
facce segnate con i triangolini, e successivamente eseguire il foro passante
Ø 6 e il foro filettato M 2, di profondità 5 + 6 mm.
Quanto al foro Ø 12, che deve risultare molto preciso,. non siamo in grado, ahimé, di
ottenerIo con i nostri mezzi.
Ci conviene, segnatane la posizione,
eseguirlo a Ø 6 e farcelo completare da qualche amico meccanico,
il quale,
trattandosi di operazione di pochi minuti, probabilmente non arriccerà il
naso e ce lo finirà come si deve passandoci l'alesatore.
Il foro Ø 12 è la sede dell'alberino, illustrato nella seguente fig. 27:
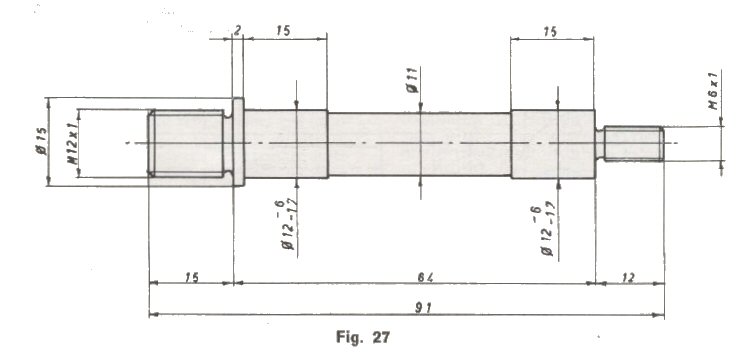
Qui si tratta di normale lavoro di torni tura (attenzione alle tolleranze
sul Ø 12!), che ormai dovrebbe apparirci
di ordinaria amministrazione,
eccettuate le due filettature M 12 e M 6, che escono dalle nostre
possibilità.
Ma se possiamo appoggiarci all'amico meccanico... nessuna
difficoltà!
Con un pezzo di lamiera spessore 1 mm, si costruisca ora il disco divisore
(fig. 28), con tanti fori equidistanti Ø 2 sulla circonferenza di raggio R
27 quante sono le divisioni che si vogliono ottenere.
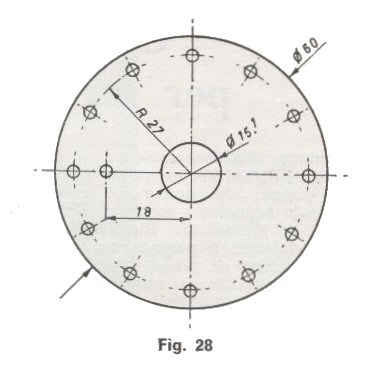
Questa foratura va
eseguita molto accuratamente, perché dalla sua precisione dipende
la bontà del risultato ottenibile.
Il nostro divisore -è uno dei suoi difetti -richiede un disco diverso per
ogni tipo di divisione: con l' avvertenza, tuttavia, che un determinato
disco consente anche i numeri di suddivisioni in sottomultiplo del numero
dei suoi fori. Ad esempio, col disco da 20 fori si possono ottenere non solo
20 divisioni, ma anche 10 -5 -4 -2,
perché 20 è divisibile per 2 -4 -5 -10;
col disco da 12 fori, 12 -6 -4 -3 -2 divisioni, e così via.
Converrà,
quindi, prepararsi una dotazione basilare, comprendente i dischi con i
numeri di fori che presentino le massime divisibilità.
Il foro a 18 mm dall'asse (fig. 28) servirà per fissare il disco, mediante
una vite M 2, alla flangia del blocco.
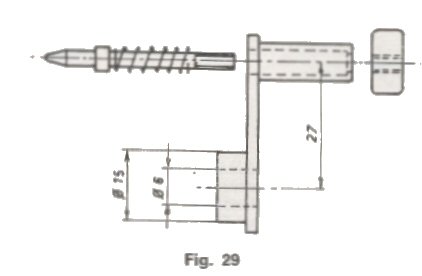
Da ultimo, occorrerà una manovella con piolo a molla,
i cui componenti sono
illustrati nella fig. 29:
Ci si è qui limitati a indicare le quote essenziali, sembrando inopportuna
la specifica dei particolari, che ognuno realizzerà come meglio crede in
rapporto alla funzione delle varie parti, come apparirà nel seguito.
Montaggio: introdotto l'alberino nel foro (Ø 12 del blocco, proprio
nella posizione reciproca delle figg. 26 e 27,
e sIstemata la rondella (fig. 26) sulla parte dell'alberino sporgente dal
blocco, si collochi il disco divisore sulla rondella e lo si fissi alla
flangia del blocco con una vite M 2; poi con un dado M 6 si blocchi la
manovella sul fusto M 6 dell'alberino.
Verificare ora, a dado ben chiuso, che l'alberino giri liberamente, ma senza
gioco assiale. In caso contrario (alberino bloccato o gioco), nella prima
eventualità si tolga qualcosa alla rondella fino a situazione soddisfacente,
oppure (nella seconda ipotesi)... rifarla con gli opportuni accorgimenti.
Ora, se tutto quadra, la punta conica del piolo della manovella dovrà
potersi introdurre nei fori del disco divisore,
e in ogni posizione dovrà mantenervi bloccato il sistema.
Per l'uso, il divisore va collocato sul carrello dell 'UNIMAT come se fosse
un portautensili, ed ivi fissato
per mezzo della vite tolta a quest'ultimo.
In genere, l'asse dell'alberino dev'essere parallelo alle guide del tornio:
a tal fine, è sufficiente che il bordo della flangia del blocco appoggi
correttamente contro la faccia verticale del carrello, quella dal lato della
contropunta, sicché l'estremità M 12 dell'alberino sporge verso la testa
motrice.
Costruzione della mascherina per le ruote
In una bacchetta di ottone (Ø 6 pratichiamo vicino ad un'estremità con
seghetto da traforo, un taglio
perpendicolare all'asse che interessi i tre quarti circa della sezione. In
questo taglio poniamo un frammento
di una di quelle lamette usate per incidere le fiale da iniezione, che
sporga di 4 -7- 5 mm. dal contorno della bacchetta.
Saldiamo a stagno, verificando che il frammento sia ben assicurato
all'ottone. Asportiamo poi con la mola
la parte eccedente del frammento, in modo da crearvi un dente di sega
sporgente dalla bacchetta con la sua punta di circa 3 mm. Questo nuovo tipo
di utensile andrà preso nel mandrino PT dell' UNIMAT montato
a fresatrice con asse verticale (v. fig. 25, Cap X).
Nel pezzo di alluminio precedentemente preparato (v. fig. 24), ricaviamo
-dalla parte del (Ø 18 x 2,5 -un foro assiale cieco (Ø 5,5 profondo circa
3,7 mm; poi, con eccentricità di 4 mm rispetto al precedente, un altro foro
(Ø 3, della medesima profondità. Raccordiamo fra loro i due fori, eliminando
gli spigoli ivi formati nell'operazione,
in modo da riprodurre, in negativo, la parte centrale della ruota. Ciò
fatto, prendiamo il fusto (Ø 10 del pezzo nell'autocentrante, che poi
avviteremo sull'estremità M 12 dell'alberino del divisore quest'ultimo
montato sul carrello dell'UNIMAT come è detto alla fine del precedente
capitolo; al quale divisore avremo in precedenza applicato un disco con 18
fori, dato che le ruote da costruire hanno 18 razze.
Centriamo ora accuratamente in altezza, rispetto al pezzo di alluminio,
l'utensile descritto e sistemato come
nel primo capoverso. Allontanato il carrello, mettiamo in moto il mandrino a
velocità piuttosto bassa e facciamo avanzare il pezzo finché la punta
rotante del dente di sega non giunga a sfiorarlo. Disimpegnato il pezzo
a mezzo del volantino del carrello (verso di noi), facciamo avanzare il
carrello con la vite longitudinale
di 2,8 mm e blocchiamolo sulle guide in questa posizione con la sua vite
posteriore.
Col volantino del carrello facciamo ora avanzare il pezzo verso l'utensile
rotante, che vi scaverà una scanalatura radiale fino al centro (in
corrispondenza del foro (Ø 6). Retrocesso il pezzo al punto di partenza,
disimpegnamo
il piolo del divisore e facciamolo avanzare di un foro sul disco, scavando
poi un'altra scanalatura radiale nel pezzo.
E così fino alla diciottesima scanalatura. Sarà bene osservare attentamente,
prima di partire, la posizione delle razze nella fig. 23, in quanto le
scanalature -come avrà certamente intuito il lettore serviranno appunto a
determinare la posizione delle razze.
Avremo così ottenuto la mascherina destinata a portare i vari elementi che
compongono la ruota e in grado di mantenerli nella posizione dovuta durante
l'assiemaggio del complesso.
|