|
Il procedimento per ricavare
la cerchiatura della caldaia, descritto nella parte finale della puntata
precedente,
dà ottimi risultati estetici ed è preferibile, a parere dello scrivente, al
riporto con saldatura di striscioline di carta di Spagna.
Per creare, infine, il focolare, si taglia la commessura prima realizzata
per il tratto conveniente, si sega trasversalmente il corpo cilindrico al
limite del taglio e si aprono i lembi per quanto occorre.
Il fondo del focolare (contro la caldaia) va chiuso con un pezzetto di
lamiera d'ottone, opportunamente sagomato e saldato alle parti adiacenti.
Ruote per locomotive
E' forse il campo nel quale è più difficile trovare in commercio quanto
faccia al caso. Raramente, infatti,
il modelli sta si applica a costruire modelli che hanno già avuto
realizzazione commerciale (relativamente
ai quali è possibile reperire ruote modellisticamente accettabili), perchè
ben altra soddisfazione egli trova
nella costruzione di modelli irrealizzati.
Che fare in questo caso? Il modellista raffinato è esigente anche dal lato
estetico; e chi si è cimentato
anche una sola volta con una locomotiva sa quanto poco basti nelle
caratteristiche delle ruote
per alterare in modo sensibile l'aspetto della macchina.
Ben poche volte l'adattamento delle ruote esistenti più vicine a quelle
necessarie porta a risultati soddisfacenti.
Pertanto anche qui ripetiamo: autocostruzione!
Niente paura! Non è, certamente, lavoro da principianti, ma neppure impresa
più ardua di tante che
si vedono superate positivamente anche da model listi di media forza.
Teniamo presente, al più e come al solito, la possibilità - o, meglio,
probabilità - che il primo esemplare possa anche essere un aborto. E,
soprattutto e come al solito, armiamoci di pazienza.
Non pretendo, ovviamente, che il metodo da me escogitato, che viene esposto
nel seguito, sia l'unico,
nè il migliore: mi pare tuttavia meritevole di essere conosciuto perché di
buon risultato e abbastanza sbrigativo (una ruota si costruisce, fattaci la
mano, in circa tre ore).
Al lavoro, dunque! Per appoggiare le idee, scegliamo un ben determinato tipo
di ruota fuori commercio, e precisamente quello della locomotiva FS gr. 640:
il quale. per la verità. differisce dalle ruote della FS gr. 685
(il cui modello è reperibile in commercio) solo per le caratteristiche dei
contrappesi, ma quanto basta
al modellista raffinato per scartarne l'uso nella 640.
Infatti in quest'ultima i contrappesi sono assai più leggeri che nella
685. in quanto destinati nella prima a bilanciare le sole bielle di
accoppiamento, avendo la 640 i cilindri interni e interne, di conseguenza,
anche
le bielle motrici.
Come primo ed indispensabile passo, studieremo accuratamente il disegno di
fig. 23.
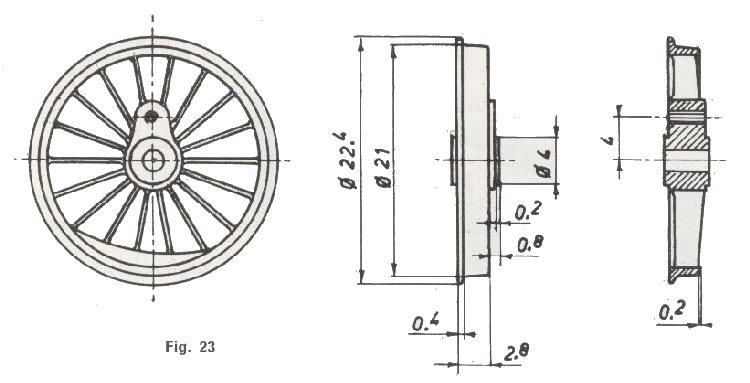
Per queste ruote le quote vanno calcolate con grande precisione, specie per
lo spessore delle razze.
Qui un decimo di mm. in più può appesantirne tanto l'aspetto, da togliere
all'intera locomotiva
quella sua peculiare snellezza che le valse, a suo tempo, l'appellativo di
«signorina».
Si noti la lieve scampanatura delle razze, altra caratteristica da non
trascurare.
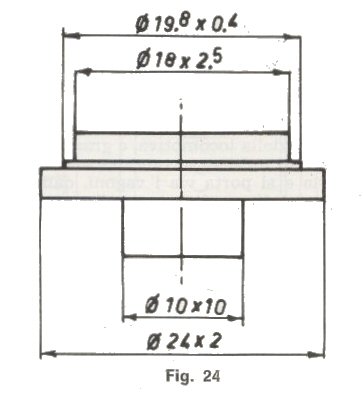
In secondo luogo prepareremo al tornio un pezzo come quello rappresentato in
fig. 24, ricavando lo da un blocchetto di alluminio. Il perchè del materiale
e la funzione del pezzo appariranno più oltre.
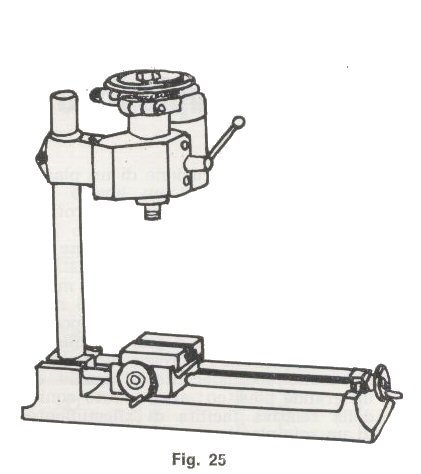
Ora bisogna che ci costruiamo
un'apposita attrezzatura, per la quale è necessario impratichirsi nell'uso
dell'UNIMAT come fresatrice. Moderiamo la nostra impazienza e affrontiamo
serenamente l'indispensabile digressione.
A tale uopo, sfilata la spina G (v.Cap. I) e
tolta là vite a corpo conico situata a sinistra, sotto la pinola, i
n posizione non visibile nella fig. 1, si asporta la testa motrice e si
innesta nel foro centrale cosi scoperto
il piede della colonna (V. Cap II, fig. 2 b),
bloccando poi con la vite a corpo conico.
Si introduce poi il codolo della testa motrice nel foro del braccio della
colonna e vi si blocca
usando un'altra vite a corpo conico in dotazione al braccio medesimo.
La macchina assume l'aspetto della fig. 25.
L'utensile caratteristico per la fresatura -che spesso è operazione di
spianatura, ma può essere anche di sagomatura, di intaglio, di contornatura,
etc. -e la «fresa», di cui esistono svariatissimi tipi, ognuno
più adatto ad un'operazione specifica.
Accontentiamoci, qui, di accennare ai tipi disponibili nella gamma di
accessori UNIMAT : una fresa
a due taglienti Ø 4, idonea all'esecuzione di incavi, ed una fresa a 14
denti Ø 16, adatta alla spianatura.
Questi due esemplari di frese sono detti «a candela» o «a bottone», perchè
lavorano a sbalzo, fissati
nel mandrino per punte da trapano (mandrino PT) applicato alla testa
motrice.
Generalmente l'asse di lavoro dev'essere verticale: per sistemarlo con
precisione, si avvita sulla testa motrice il platorello in luogo del
mandrino PT e, dopo aver portato il carrello sotto il medesimo e allentata
la vite posteriore del braccio della colonna, nonchè la vite a corpo conico
del medesimo, il complesso testa-braccio viene
abbassato fino ad adagiare il platorello sul piano del carrello: in tale
posizione. si blocca la vite a corpo conico.
Ciò fatto, la testa motrice viene riportata all'altezza opportuna e il
platorello viene sostituito dal mandrino PT.
L'altezza della testa motrice va stabilita in relazione all'altezza del
pezzo da lavorare, il quale, se grande,
viene staffato direttamente sul carrello; se piccolo, viene preso
nell'apposita morsa (altro accessorio indispensabile della gamma UNIMAT),
fissata a sua volta al carrello.
Per la regolazione fina dell'altezza della fresa, si fa uso della leva
F, previo allentamento delle viti E
e successivo bloccaggio a regolazione eseguita.
|