|
Concetto di tolleranza
Riprendendo il discorso iniziato nello scorso numero, osserviamo che nessun
tipo di lavorazione, per quanto accurato, consente di realizzare la quota
esatta, esistente solo come astrazione mentale; mentre, nella pratica,
bisognerà accontentarsi di avvicinarvisi con una certa approssimazione, che
potrà o dovrà essere più o meno spinta a seconda delle esigenze del
risultato da ottenere.
Ciò premesso, potremo distinguere le quote di un pezzo in due categorie:
quelle per le quali è sufficiente un'approssimazione grossolana, e quelle
per le quali, al contrario, l'inevitabile errore di realizzazione dev'essere
contenuto entro limiti ben definiti.
Per appoggiare le idee, torniamo all'esempio della ruota e dell'assale
(figg. 18 e 19 ). Quali saranno in questo caso le quote più
importanti?
Se ripensiamo alle considerazioni
esposte nel numero scorso, per la ruota sarà il 0 2 del foro in cui andrà
infilato l'assale; per quest'ultimo le sedi Ø 2 su cui saranno montate le
ruote, e anche, a ben pensarci, le estremità Ø 1 (perni), che poi gireranno
nei rispettivi cuscinetti.
Si noti che tutte queste quote riguardano parti destinate ad entrare in
contatto fra di loro, creando un accoppiamento meccanico. Fra ruota e sede
nell'assale si avrà un accoppiamento stabile, cioè bloccato,
che non
consente movimento relativo; fra perni dell'assale e cuscinetti un
accoppiamento mobile o libero,
con possibilità di rotazione relativa senza
anormale resistenza.
In un accoppiamento libero è necessario un gioco fra le
parti, di entità da definire in base alla destinazione dell'accoppiamento
medesimo, che potrà essere volta a volta più o meno lasco; in un
accoppiamento stabile occorre invece che fra i pezzi esista interferenza,
anch'essa da definire opportunamente perchè i pezzi risultino bloccati fra
di loro una volta eseguito il montaggio.
Come vedremo, questi giochi e queste interferenze sono dell'ordine dei
centesimi di millimetro.
Ecco, dunque,la necessità di ben precise
norme di esecuzione e di ben precisi limiti di inesattezza
nell'esecuzione,
onde non giungere. magari, allo spiacevole esito di un accoppiamento
mobile...
fra ruote e assale e di un accoppiamento stabile... fra perni e
cuscinetti!
I disegni di figg. 18 e 19, che recano per il foro della ruota semplicemente
Ø 2 e per sedi e perni dell'assale
Ø 2 e Ø 1, sono dunque
incompleti, perchè queste quote essenziali mancano dell'indispensabile
indicazione
che va sotto il nome di tolleranza di lavorazione.
A rigore, ogni quota dovrebbe avere la sua tolleranza; in pratica ci si
limita ad indicare la tolleranza
sulle quote più importanti. Ciò non
significa che le quote non tollerate siano abbandonate al libero arbitrio
dell'esecutore, ma che esse devono stare entro i limiti stabiliti da criteri
generali di tolleranza, che,
per i casi di interesse del fermodellista, stanno nell'ambito di approssimazione del calibro a corsoio.
Poichè questa è
dell'ordine di più o meno un decimo di millimetro, è inteso che le quote prive di
indicazione di tolleranza sui nostri disegni potranno variare in tale
ambito.
Ad esempio, l'indicazione Ø 4 impone che tale diametro misurato col
calibro sia compreso fra 3,9 e 4,1 mm.
Come si indica la tolleranza? Scrivendo, ad esempio, la quota in questo modo:
+ 15
Ø 15
- 8
(15 e 8 indicano millesimi di mm
- micron), il che significa che il diametro può stare fra un massimo
di 5 +
0,015 = 5,015 mm e un minimo di 5 -0008 = 4,992 mm.
Millesimi di mm! -dirà qualcuno E come li misuriamo?
Eccoci al punto: il
calibro a corsoio è fuori causa.
Dobbiamo ora far conoscenza con uno
strumento assai più preciso: il micrometro centesimale, detto anche «palmer».
Il Micrometro centesimale
E' sostanzialmente un calibro,
nel quale lo spostamento della parte mobile viene ottenuto, anzichè per
scorrimento di un corsoio, per mezzo di una vite micrometrica. Esso è
illustrato nella figura 22 :
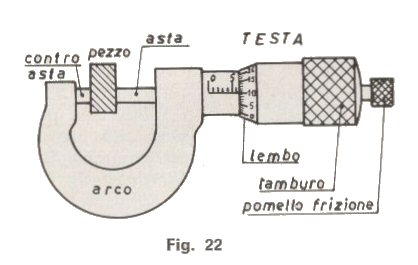
Consta di un corpo arcuato (arco), connesso da un lato alla cosiddetta testa
e dall'altro ad un piano
di base (controasta).
La testa, munita del congegno di lettura, è forata ed attraversata da una vite micrometrica di
precisione
con passo di 0,5 mm: che avanza, cioè, di mezzo millimetro per
ogni giro, essendo impegnata in una madrevite che fa corpo con la testa.
La
vite si prolunga verso l'arco in un'asta di misurazione; dalla parte opposta
è solidale con un tamburo
terminante in una fascia conica, detta lembo,
sulla quale è incisa una graduazione in centesimi di mm,
che va da 0 a 50, perchè mezzo millimetro corrisponde appunto a 50 centesimi di mm.
Per far
avanzare la vite, e l'asta connessavi, di un mm, bisogna dunque imprimerle
due rotazioni complete.
Sul fusto cilindrico della testa sta una graduazione rettilinea in
millimetri, che viene coperta o scoperta
dal lembo per effetto della
rotazione (e conseguentemente, dello spostamento) del sistema vite-tamburo.
Su questa scala si legge il numero intero di mm della misura, sul lembo i
centesimi di mm.
Per facilitare la lettura, tacche sottostanti alla scala
indicano i mezzi millimetri.
Nell'estremità destra della testa vi è un congegno a frizione, manovrabile
all'esterno con un pomello zigrinato,
il quale serve a serrare il pezzo
sotto misura con una forza calibrata, che non lo schiacci sensibilmente,
come invece potrebbe avvenire con serraggio a mano.
Nella fig. 22 si vede anche chiaramente come si opera la misura. Posto il
pezzo fra asta e controasta,
si gira il tamburo fin quasi a contatto,
completando l'operazione con il pomello della frizione fino allo scatto
della medesima.
La teoria delle tolleranze negli accoppiamenti meccanici è assai vasta, ed
ardua per i non iniziati: limitiamoci pertanto, ad alcuni suggerimenti
pratici, con preciso riferimento ai casi da noi considerati.
Torniamo al nostro lavoro
Esaminiamo l'accoppiamento fra ruota e assale. Possiamo ritenere che il foro
nella ruota, supposto eseguito
con una punta da trapano ben affilata,
risponda alla tolleranza
+ 0
Ø 2
+ 12
(diametro compreso fra 2 mm esatti e 2,012 mm); consultando le tabelle,
troviamo che,
per accoppiamento stabile, dobbiamo attribuire alla sede la
quota
+ 23
Ø 2
+ 15
(diametro compreso fra 2,023 e 2,015). E' facile calcolare che la possibile
interferenza va da un minimo
di 3 micron (diametro minimo della sede meno diametro massimo del foro:
2,015 -2,012 = 3 μ
ad un massimo di 23 micron (diametro massimo della sede meno diametro minimo
del foro: 2,023 -2,000 = 23 μ, garantendo in
ogni caso la stabilità dell'accoppiamento.
Nella tornitura delle sedi dell'assale, dal momento in cui il calibro
segna 2,2 + 2,1 mm, bisognerà procedere con esigue profondità di passata e
controllare frequentemente col centesimale, in modo da non uscire dal campo
di tolleranza (diametro compreso fra 2,023 e 2,015 mm).
Passiamo ai perni e ai cuscinetti, (accoppiamento libero). Ammettendo che il
foro nel cuscinetto risponda alla quota
+ 0
Ø 1
+ 9
adotteremo per il perno (tabelle) la
tolleranza
+ 7
Ø 1
+ 16
qui il gioco potrà andare da un minimo di 7 a un massimo di 23 micron. E'
così assicurato il movimento corretto, dolce ma non troppo lasco.
Nessuna preoccupazione per le altre quote, sia della ruota che dell'assale:
appare evidente che in queste un decimo di mm in più o in meno non comporta
nessuna conseguenza negativa.
|