Eccoci giunti al punto in cui dobbiamo saltare
il fosso e rassegnarci ad affrontare il tema: «macchine utènsili». Bisogna
infatti dire chiaramente che chi aspira ad entrare nell'Olimpo del
fermodellismo (almeno un trio, speriamo...) non può prescindere dall'ausilio
di qualche macchinetta: in primo luogo, del tornio.
Per chiarezza, occorre precisare che le macchine utensili si possono
classificare in due grandi famiglie:
I) Macchine che lavorano per
«deformazione plastica» del materiale (magli, presse, coniatrici, laminatoi
di vario tipo etc.);
2) Macchine con asportazione di truciolo (torni,
fresatrici, trapani, brocciatrici, affilatrici, molatrici etc.): esse
modificano i pezzi trattati asportando il materiale con appositi utensili,
che agiscono «tagliando» dal pezzo, per l'appunto, il «truciolo».
Scorrendo l'elenco, a qualcuno verrà alla bocca un'osservazione del genere:
«Caspita! qui ci vuole un'intera officina, altro che tornio ! E i soldi, o
-meglio- gli euro ?».
Tranquillizziamoci. La macchina a cui possono limitarsi i fermodellisti è
certamente il tornio, che nella realtà si presenta in versioni plurime,
particolarmente adatte per certe operazioni. Ma noi limiteremo l'attenzione
al tipo più diffuso e versatile: il tornio parallelo.
La fotografia qui sotto rappresenta un tipo esemplare di tornio parallelo ad
uso industriale: vi sono indicati gli elementi basilari della macchina. Il
banco è la massiccia incastellatura di base della macchina,: su di esso
vengono ricavate le guide prismatiche, sulle quali scorre durante il lavoro
il carrello longitudinale/trasversale, cosiddetto perché, oltre al movimento
longitudinale, è munito di una slitta trasversale (moto perpendicolare alle
guide) sul quale è montato il «porta-utensili».
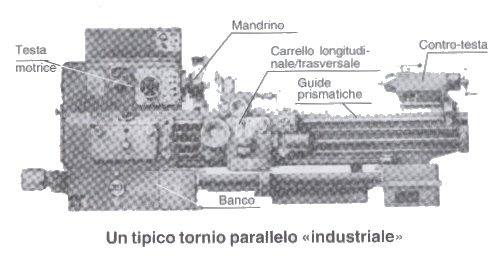 Fig.
1) Fig.
1)
Godendo della possibilità di spostarsi longitudinalmente e trasversalmente,
l'utensile, montato -come già detto -sulla slitta trasversale del carrello,
è in grado di raggiungere con la sua punta tutte le posizioni utili per il
lavoro, come vedremo più chiaramente in seguito.
Quanto ai costi, mi pare di aver già avvertito in precedenza che, in certe
occasioni, è necessario allargare i cordoni della borsa. Con niente,
evidentemente, non si giunge a niente. Ma la situazione è meno drammatica di
quel che parrebbe a prima vista: quando si dice «tornio» (in ambito fermodellistico), si intende una di quelle macchinette appositamente
studiate per l'esercizio del modellismo (e dell'oreficeria), le quali si
prestano a funzioni multiple, spaziando non raramente, grazie alle
caratteristiche proprie e a una ricca serie di accessori, nel campo delle
altre macchine che abbiamo elencato.
L'acquisto comporta, indubbiamente, un esborso cospicuo: ma, una volta
attuato, le spese necessarie sono ridotte a un livello accettabile, e ben
inferiore a quello cui è assuefatto, non diciamo un collezionista, ma anche
un fermodellista della seconda e della terza categoria.
Di proposito non espongo prezzi, in quanto esistono divari anche assai ampi
fra le varie offerte del mercato. Ma la possibilità di scelta
è assai vasta. Ritengo che a tutti i lettori sia capitato di osservare,
magari nelle borse-scambio o nelle vetrine di qualche «ferramenta» di
ragguardevole livello, ma soprattutto a Novegro, l'esposizione di esemplari
interessanti. Ad ogni modo, è da notare che, dopo la... batosta iniziale si
tratta di spese graduali,
che possono essere diluite nel tempo, man mano che
se ne accerti l'utilità, restando obbligate solo le spese per gli utensili
(lame, frese, punte elicoidali etc.) e i materiali di consumo.
Anziché impostare un discorso generico, lo scrivente ritiene che il modo
migliore di prendere confidenza con le macchine utensili sia quello di esemplificare,
facendo riferimento a una macchina ben precisa, da me ben conosciuta ed
apprezzata, di cui mi sono dotato nel 1958, e che da allora ho usato
intensamente e con intensa soddisfazione: il tornietto Emco Unimat, allora
fabbricato dalla ditta Emco Maier & Co. di Hallein (Austria).
«Nel 1958 ?
-dirà qualcuno, specie se molto giovane -Ma il '58 è preistoria. Che nesso
può esserci fra la preistoria e il momento attuale?».
Non posso negare il peso dell'obiezione: ma, un tornio essendo sempre un
tornio, qui l'evoluzione della tecnica non ha inciso sulla sostanza della
macchina, ma solo su certi elementi di contorno. Ho perciò deciso di esporre
innanzitutto come si imparava a lavorare sul torni etto Unimat di quasi
cinquant'anni or sono, perché la tecnica delle lavorazioni è ancora quella;
riservandomi di trattare in seguito dell'ultimo discendente dell'Unimat, del
quale metterò in evidenza le varianti di struttura e le conseguenti
possibili varianti di lavorazione. Perché, anche se qualche procedimento
descritto per l'Unimat risulterà superato da accorgimenti successivamente
adottati, l'aver imparato come si faceva con l'Unimat rimarrà pur sempre un
prezioso arricchimento metodologico: il sapere acquisito, infatti, non va
mai perduto.
Per sventare sospetti di «pareri interessati», a parte il quasi
cinquantennio trascorso da quei tempi
(felici, per chi scrive), ribadisco
che le mie lodi sono ben meritate. Basti notare, infatti, l'originale e
brillante idea di modificarne la struttura mediante l'adozione di guide
longitudinali cilindriche, in luogo di quelle prismatiche consuete nei
torni: il vantaggio è una radicale semplificazione della lavorazione, con
evidente risparmio nei costi.
Ho appreso con disappunto la recente notizia
che la Emco Mayer & Co. è stata smembrata in quattro parti e non esiste più
nello stato del 1958. Pare che la costruzione delle preziose macchinette sia
passata addirittura in Inghilterra sotto altro nome.
|
|
Il tornietto Emco UNIMAT '58
Assai numerosi tipi di tornietti per
orologiai, orefici e modellisti (queste categorie di utenti hanno esigenze
analoghe) sono disponibili sul mercato. lo ho deciso di trattare dell'Emco
Unimat, non solo perché da me ben conosciuto, ma anche perché appositamente
studiato e fin d'allora assai diffuso tra i modellisti (la Ditta vantava
allora oltre 80.000 esemplari venduti nel mondo, fra le varie categorie di
utenti), ma anche perché, pur ridotto alla più semplice espressione, mi è
sempre apparso, sulla base della vasta esperienza maturata, un'ottima
macchinetta, dalla quale il modellista esperto può ricavare presta7ioni
decisamente al di là di quanto si potrebbe credere. Era allora, inoltre, di
costo accessibile (L. 58.000'); la ricca dotazione di accessori. che si
potevano acquistare a parte (od eventualmente costruire con la macchina
medesima), lo rendeva (e lo rende tuttora per me e coloro che ancora lo
usano) quanto mai versatile.
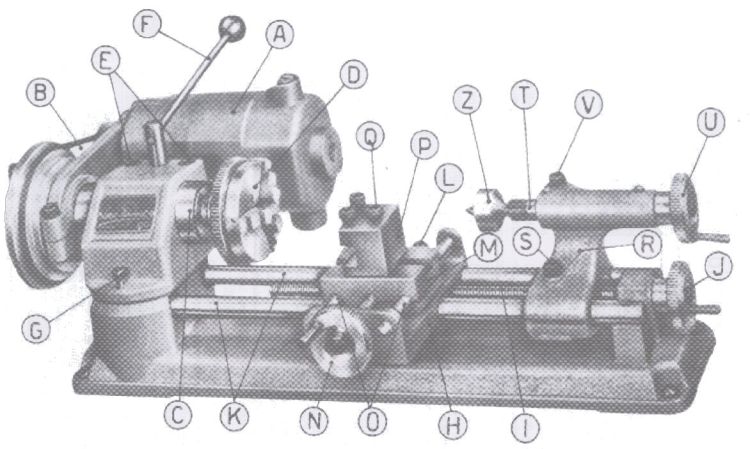
Nella pagina precedente appare una vista fotografica della macchina con la
nomenclatura degli elementi costitutivi. Per poter procedere con cognizione
di causa e una certa disinvoltura in seguito, è necessario che. esaminando
accuratamente la figura d'insieme e le lettere indicative. impariamo a
memoria con sicurezza le didascalie ivi apposte, tanto da riconoscere a
prima vista i vari particolari in qualsiasi figurazione di un qualsiasi
tornio
La conoscenza dev' essere sicura ed immediata. tanto da non dover ricorrere
a sforzi mentali quando
la lettura o i grafici ci presentino qualche
elemento del genere. Perciò, riesumando le mie passate abitudini di
insegnante, assegno ai miei cinque lettori il «compito»
di cui sopra: avete due mesi per attuarlo. perché nel prossimo numero de!
Bollettino entreremo nel vivo dell'argomento. Credetemi: è indubbiamente un
sacrificio, ma chi lo vorrà affrontare si troverà assai bene in seguito.
Generalità sulla macchina «tornio»
L'invenzione del tornio o -meglio- del suo
principio di funzionamento, si perde nella notte dei tempi.
Pare tuttavia che risalga a non pochi secoli avanti Cristo; e non in Europa,
come ci si potrebbe aspettare, ma in Asia, e precisamente in India.
Evidentemente i più antichi esemplari, di cui rimane qualche documento nei
musei, erano assai rudimentali. Ma da essi traspare chiaramente l'intento di
lavorare un pezzo mediante l'azione di un apposito utensile sopra un corpo
rotante.
Come si intravede nella fotografia in calce, il principio di funzionamento
è ancora quello di qualche millennio fa.
Ma il progresso tecnico ha
introdotto una miriade di perfezionamenti, che hanno reso sempre più agevole
la manovra della macchina e più accurato e veloce il lavoro compiuto. Il
pezzo viene ora preso nel mandrino, quasi sempre di tipo «autocentrante»
(vedremo poi il significato di questo strano aggettivo), montato sull'albero
principale della macchina e posto in rotazione mediante un motore elettrico
per il tramite di un congegno con diversi rapporti di velocità.
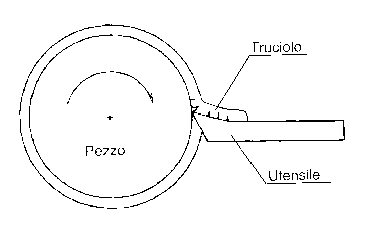
Al pezzo rotante viene accostata la punta dell'utensile, che stacca (ma se
l'utensile non è ben affilato, strappa dalla superficie del pezzo un
brandello di materiale (il «truciolo»), come mostra la figura schematica qui
sotto
- Fig. 2) - (un po' esagerata nelle dimensioni).
 Per poter lavorare i pezzi meccanici nelle migliori condizioni, bisogna
stabilire caso per caso -come vedremo in seguito -la velocità opportuna di
lavoro, Per poter lavorare i pezzi meccanici nelle migliori condizioni, bisogna
stabilire caso per caso -come vedremo in seguito -la velocità opportuna di
lavoro,
cioè la velocità relativa fra il pezzo in lavorazione e l'utensile
che
stacca il truciolo.
Dipendendo tale velocità dalle dimensioni del pezzo,
dalla durezza del materiale lavorato e dalle caratteristiche dell'utensile,
bisognerà ad essa
adeguare la velocità di rotazione del pezzo.
I torni industriali sono dunque dotati di una
trasmissione (più intuibile
che visibile nella fotografia allegata)
e di un cambio di velocità idoneo a
consentire per l'appunto la velocità di lavoro.
Qui giunti, sono opportune alcune precisazioni. Nelle macchine utensili in
generale, e nel tornio in particolare,
sono infatti identificabili diversi
tipi di movimento, e precisamente:
l) Il moto principale o di taglio, conferito al pezzo trascinato dal
mandrino o in altro modo:
è un moto rotatorio a velocità costante attorno ad
un asse, detto a,se del tornio;
2) Il moto di alimentazione o di avanzamento, moto rettilineo a velocità
costante, conferito all'utensile montato sul carrello portautensile in modo
ch'esso possa spostarsi sulla superficie di lavorazione, sia parallelamente
all'asse del tornio (operazione prevalente), sia perpendicolarmente, sia in
direzione inclinata rispetto all'asse del tornio.
La combinazione di questi due moti contemporanei di dice "moto di lavoro" e
può essere di vario genere
a seconda che i moti longitudinale e trasversale
del carrello siano l'uno nullo e l'altro no, oppure siano contemporanei e
variamente combinati. Questi concetti un po' complessi si chiariranno quando
ne
parleremo nell'esercizio pratico.
Testa motrice
E' attraversata dall'albero motore, detto più comunemente mandrino»,
molto robusto e forato per tutta lunghezza onde consentire la lavorazione di
barre lunghe; porta dalla parte del banco un tratto filettato, sul quale
vengono avvitati gli organi accessori di trascinamento del pezzo. Dallo
stesso lato, è dotato di una sede adatta ad alloggiare una punta conica.
Controtesta
Consta di un robusto supporto recante una sede per la contropunta, di forma
identica alla punta e contraltare a quest' ultima in modo che i loro assi
individuino l'asse del tornio: tra questa coppia di punte vengono collocati
per
la lavorazione i pezzi lunghi ( xxxxx fra le punte), mentre quelli di
lunghezza limitata trovano sufficiente supporto nel mandrino autocentrante
per la lavorazione a "balzo
Fig. 3)
|
A = motore elettrico potenza 90 W |
M = slitta trasversale |
|
B = trasmissione |
N = volantino della slitta trasversale |
|
C = pinola della testa |
O
= giide della slitta trasversale
|
|
D = Mandrino autocentrante a tre griffe |
P
= portautensili |
|
E = viti a cava esagonale della testa |
Q
= vite per il fissaggio del portautensili |
|
F = leva per spostamento della pino la |
R
= supporto della contropunta |
|
G = spina a testa esagonale |
S
= vite per il bloccaggio di R |
|
H = carrello |
T
= cannotto della contropunta |
|
K = guide longitudinali del carrello |
U
= volantino per la manovra di T |
|
I = vite di manovra longitudinale |
V
= vite per il bloccaggio di T |
|
J = volantino della vite longitudinale |
Z
= contropunta |
|
L = vite di bloccaggio del carrello |
|
|