A complemento di quanto lo spazio non ci ha
consentito di esporre nella puntata precedente e per chiarire sempre meglio
le idee e gli elementi non evidenti nella fotografia di
Fig. 3) del capitolo precedente,
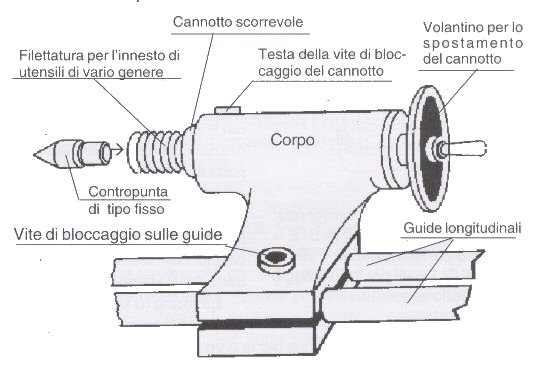
torniamo specificamente all'UNIMAT, pubblicando qui sotto il disegno
stilizzato della controtesta dell' UNIMAT con tutti i particolari in
evidenza.
E non vogliate infastidirvi per qualche eventuale ripetizione: «melius
abundare quam deficere», diceva la saggezza antica.
Carrello longitudinale/trasversale (o portautensile)
Abbiamo già osservato che la punta dell'utensile deve essere in grado di
raggiungere qualsiasi punto del pezzo in lavorazione (purché giacente nel
piano orizzontale contenente l'asse del tornio).
Per giungere a ciò, l'utensile deve potersi muovere sia in senso longitudinale,
sia trasversalmente;
è evidente che, essendo l'utensile fissato rigidamente alla parte che lo
sorregge, che è un particolare di questo carrello, chi deve dargli queste
due possibilità è chi lo sostiene, chi lo porta, cioè proprio il
carrello-portautensile, che deve potersi spostare negli stessi modi
richiesti dall'utensile, sia in senso longitudinale, sia in senso
trasversale. Nei tomi paralleli industriali lo spostamento longitudinale
avviene sulle guide prismatiche di cui è provvisto il banco: nel tornietto
UNIMAT ciò avviene sulle guide cilindriche, ma il tipo di moto è il medesimo
nei due casi.
Poiché il carrello scorre sulle guide del banco, dal punto vista funzionale
la sua parte a contatto con le guide può essere considerata una slitta:
battezziamola «prima slitta». Su di essa è posta un' altra slitta (seconda
slitta), impegnata in guide orizzontali perpendicolari alle guide
longitudinali. Su questa seconda slitta sta una terza slitta, in grado di
ruotare su apposite guide circolari, munite di una graduazione angolare.
Sulla terza slitta, infine, si trova una quarta slitta, che è il vero
portautensile, a sua volta suscettibile di spostamenti rettilinei su
opportune guide portate dalla terza slitta (sottostante alla quarta). ll
movimento di questi quattro organi può essere ottenuto manualmente mediante
volantini muniti di vite di comando, oppure automaticamente per mezzo di
trasmissioni a ruote dentate.
Nei torni paralleli industriali la possibilità
di comando automatico è generalmente limitata alle prime due slitte, con le
quali si compiono i lavori di gran lunga più frequenti: la tornitura
cilindrica grazie al movimento longitudinale di tutto il carrello, la
tornitura ln plano grazie al movimento trasversale.
Gli altri movimenti (rotazione della terza slitta, spostamento rettilineo
della quarta) vengono ottenuti a mano e servono per i lavori meno semplici
(o più complicati e difficili).
Nei torni modellistici, i cui organi sono ridotti all'essenziale, tutt'al
più è automatizzabile il moto longitudinale;
tutti gli altri movimenti sono
manuali. Inoltre manca totalmente la quarta slitta e le funzioni della terza
sono ridotte alla possibilità di rotazione del rudimentale porta-utensili.
Lo schizzo sotto stante illustra schematicamente il complesso or ora
descritto, come si presenta nell'UNIMAT:
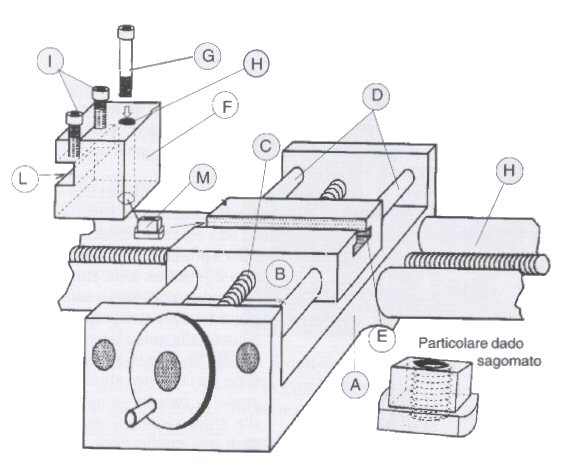
Legenda: A = corpo della slitta longitudinale;
B = slitta trasversale;
C = vite per lo spostamento di B;
D = guide trasversali di B;
E = scanalatura a T rovescio;
F = complesso portautensile;
G = vite di bloccaggio del portautensile;
H = sede di G;
I = viti per il bloccaggio dell'utensile;
L = sede dell'utensile;
M = Dado sagomato.
Per ragioni di chiarezza, il blocco portautensile è disegnato in vista
«esplosa»: la sistemazione in loco
si ottiene infilando, in primo luogo, il
dado sagomato nella scanalatura a T rovescio; poi, appoggiato
il blocco sul
piano della slitta trasversale in modo che la sede M si trovi in
corrispondenza del foro filettato
del dado, si infila la vite G in H
facendola prendere in M e girandola finché il blocco è solidamente fissato
nella posizione desiderata.
Ora, essendo tornati all'UNIMAT, passiamo a qualche avvertenza.
Non compaiono nella fotografia dell'UNIMAT - Fig. 3)
del capitolo precedente - la seguente serie di accessori, allora di dotazione normale, mentre appaiono
montati sulla macchinetta il mandrino autocentrante D e la contropunta
girevole Z, che all'epoca non entravano nella nomale dotazione e, se voluti,
dovevano
essere ordinati a parte.
Accessori
Ecco, nella figura qui sotto, gli accessori (essenziali), per ognuno dei
quali è bene spendere qualche parola appropriata di definizione e
descrizione:
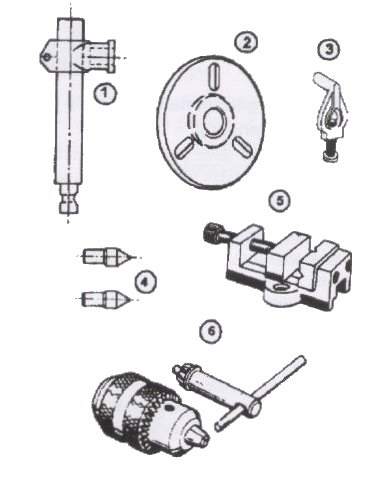
Colonna (1) per la trasformazione del tornietto in trapanatrice o in
fresatrice;
pIatorello menabrida (2) che va montato sulla pinola in
luogo del mandrino autocentrante, quando si voglia tornire «fra le punte»;
brida (3) per iI trascinamento dei pezzi montati fra punta e
contropunta;
coppia di punte fisse (4) in acciaio temperato e
rettificato;
piccola morsa parallela (5),
mandrino a cremagliera
= mandrino PT (6) per punte elicoidali da trapano e frese a gambo.
Oltre alla serie di accessori, qui sopra descritti e definiti «essenziali»,
dobbiamo subito occuparci
di altri strumenti, ancor più essenziali (se ci
passate l'espressione un po' stravagante), che solo
impropriamente si
possono considerare come accessori.
Si tratta degli «utensili per tornio».
La forma (o sagomatura) degli utensili ha importanza fondamentale
per la
corretta lavorazione, nel senso che, se l'utensile ha la sagomatura
opportuna, la lavorazione
avverrà in modo corretto e soddisfacente.
Ma lasciamoli per ora da parte; li riprenderemo in seguito nel modo dovuto.
Ad integrazione di quanto esposto nella pagina precedente, onde ampliare la
conoscenza della macchina, aggiungeremo altre importanti informazioni con
riferimento alla fotografia di Fig. 3) del capitolo
precedente.
La pinola della testa C consta di un robusto cannotto in acciaio temperato,
recante nel suo interno
due cuscinetti a sfere che reggono l'alberino.
Sull'estremità esterna sinistra di quest'ultimo, sta la puleggia a tre
gradini che riceve il moto dalla trasmissione; l'estremità destra termina
con un corpo a vite, come apparirebbe nella fotografia se non vi fosse
montato il mandrino autocentrante D.
Qui si possono avvitare, in luogo del
mandrino autocentrante, il platorello menabrida, o il dispositivo per la
mola, oppure uno dei numerosi accessori a ciò predisposti, a seconda delle
necessità.
Allentando le viti con testa a cava esagonale E (questo tipo di viti è detto
«a brugola»), si libera la pinola,
che, a mezzo della leva F, può essere
spostata avanti o indietro, assieme alla trasmissione e al motore,
che con
la pinola stessa fanno un insieme solidale. Questa possibilità non interessa
in genere le operazioni di tornitura, ma l'uso della macchina come trapano o
fresatrice.
Sfilando verso l'alto la spina a testa esagonale G ed allentando una vite a
corpo conico (situata a sinistra,
sotto la pinola, in posizione non visibile
nella fotografia), la testa viene sbloccata e può essere ruotata
quanto
conviene: ciò serve, come vedremo, per la tornitura conica.
Due parole, ora, sui dati tecnici essenziali dell'Emco UNlMAT. Essi sono:
Distanza fra le punte 175 mm
Altezza delle punte 36 mm
La «distanza fra le punte» corrisponde alla massima distanza fra punta
(montata in luogo dell'autocentrante D)
e contropunta, che si ottiene quando la controtesta R sia portata nella
posizione estrema a destra.
Come appare intuitivo, essa definisce la massima lunghezza torni bile: il
che equivale a dire che sull'Unimat si possono tornire pezzi fino ad una
lunghezza massima di 175 mm.
Per «altezza delle punte» si intende l'altezza sulle guide K dell' asse
geometrico che congiunge la punta con la contropunta. E' l'altro dato
fondamentale del tornio, in quanto determina il massimo diametro torni bile,
che risulta il doppio dell'altezza delle punte: nel nostro caso, 72 mm. Un
pezzo di diametro maggiore, infatti, andrebbe ad urtare contro le guide K.
Tale valore di 72 mm, tuttavia, è valido solo per pezzi corti, come si vedrà
chiaramente in seguito. I pezzi lunghi devono poter passare anche sopra la
slitta trasversale M; poiché l'altezza delle punte sopra le guide della
slitta medesima è di soli 21 mm, il massimo diametro ammissibile per pezzi
lunghi è di 42 mm.
Scelta della velocità di lavoro
Accurati e prolungati studi hanno permesso di giungere alla conclusione
che, come per ogni macchina utensile, anche qui la scelta dello velocità di
lavoro riveste grande importanza. Una velocità troppo elevata logora
rapidamente i taglienti degli utensili, una velocità troppo bassa prolunga
inutilmente il lavoro e spesso, inoltre, lo rende meno accurato.
Il nostro tornietto è dotato, per la scelta della velocità opportuna, di un
sistema di tre pulegge a gradini.
Una è montata sull'alberino del motore,
un'altra sull'asse del mandrino, la terza costituisce il rinvio ed è folle
(cioè gira solo se trascinata).
Mediante un'opportuna disposizione delle cinghiette di dotazione in gomma,
si possono realizzare ben 13 diversi casi, con velocità di rotazione
compresa fra un minimo di 155 giri/min e un massimo di 6000 giri/min.
Per la scelta della velocità di lavoro (o di taglio), vale generalmente il
seguente principio: la velocità
può essere tanto più elevata quanto più
dolce è il materiale. A parte questa massima generale,
i dati sperimentali
consentono di scegliere caso per caso la velocità conveniente.
Con utensili
di acciaio superrapido, e per i materiali di interesse del fermodellista,
si
possono adottare i seguenti valori (in metri
al minuto primo):
|
Acciaio dolce
Acciaio duro
Ghisa
Ottone
Bronzo
Alluminio |
45÷50
18÷20
20÷22
100÷110
90÷100
300÷350
|
m/min
"
"
"
"
"
|
|
Velocità minori di quelle qui riportate richiedono meno frequenti affilature
dei taglienti. Poiché l'affìlatura è operazione delicata, e comunque non da
principianti, e dato che i modellisti, lavorando per diletto,
non hanno
problemi di produttività, si consiglia l'adozione di velocità un po' minori
di quelle previste qui sopra.
Una volta stabilito il valore opportuno della velocità di taglio, è facile
trovare la corrispondente velocità di rotazione del pezzo mediante la seguente
semplice formula: n = 1000 v
(1) dove
π D
n = velocità di rotazione del pezzo (giri/ min),
v = velocità di taglio
(rn/min),
π = 3,14
D = diametro del pezzo (mm).
Utensili per tornitura
Dopo aver preso conoscenza, sia pure un poco superficiale, della macchina
(la vera conoscenza
verrà con l'uso e con l'uso seguiterà a progredire),
prendiamo visione degli utensili idonei
alle operazioni di tomitura.
I tipi basilari sono illustrati qui sotto.
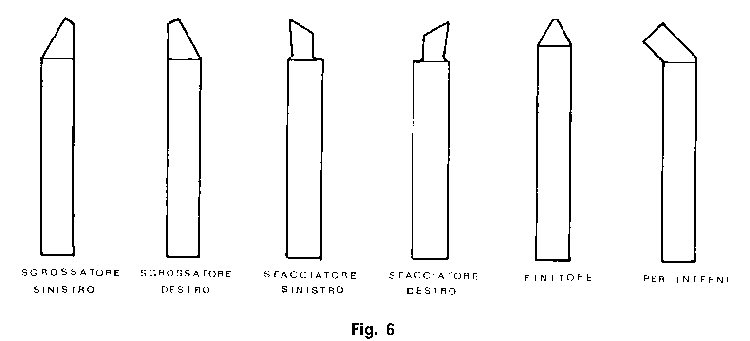
Si tratta di barrette a sezione quadrata in acciaio speciale, opportunamente
sagomate con la mola ad una estremità, in modo da presentare degli spigoli
taglienti. La conformazione è legata alla natura del lavoro che ciascuno di
essi è chiamato a compiere.
I! materiale è generalmente acciaio «superrapido», così detto in quanto,
contenendo un' alta percentuale di tungsteno e di cobalto, consente
lavorazioni ad alta velocità. Questi utensili in «superrapido» sono ben
adatti
per il fermodellismo: attualmente nell'industria vengono molto usati
gli utensili costituiti da piastrine di «widia», lega sinterizzata di
elevatissima durezza, opportunamente fissate su steli di acciaio comune
(ferro), che consentono velocità di lavoro ben più elevate dei
«superrapidi», ma per ragioni di risparmio di tempo,
che per un fermodellista hanno scarsa importanza.
Gli utensili «sgrossatori», come dice la parola, servono per la
«sgrossatura», operazione che si conduce con
l' asportazione di trucioli
relativamente grossi, onde ridurre rapidamente il pezzo alle dimensioni
approssimative previste.
Gli utensili «sfacciatori» sono convenientemente utilizzati per l'esecuzione
di superfici piane, ovviamente perpendicolari all'asse del mandrino. Il «fìnitore»
è usato per «fìnire» il pezzo, cioè per ottenere una superficie
più liscia
di quanto non si consegua con gli sgrossatori, e per giungere alle quote
previste con la necessaria precisione.
L'utensile «per interni» - del quale esistono diverse versioni - consente di
lavorare le superfici interne del pezzo (soprattutto fori, ma anche cavità
in genere).
Man mano che procederemo nella nostra disamina, potremo eventualmente
«inventare» altri tipi di utensili, adeguati alle necessità che via via ci
si presenteranno.
La qualifica di «sinistro» o «destro» designa la prerogativa di asportare il
truciolo sulla sinistra dell' operatore,
cioè dalla parte della testa del
tornio, oppure dalla parte opposta.
Esaminiamo ora attentamente un utensile sgrossatore (sinistro),
rappresentato in modo da metteme in evidenza gli angoli caratteristici, dal
cui opportuno valore dipende la bontà del lavoro.
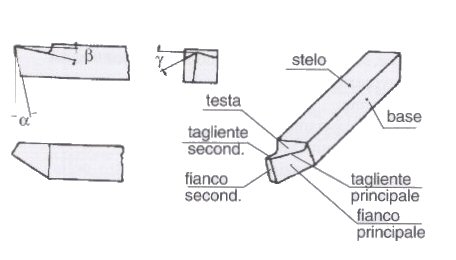
Nella figura qui a fianco, oltre alle tre viste (sulla sinistra), compare per
migliore evidenza anche uno schizzo
prospettico del tipo di uso più
frequente:
lo sgrossatore sinistro.
Gli elementi più importanti sono:
1) l'angolo di spoglia inferiore (α);
2) l'angolo di spoglia superiore (β);
3) l'angolo di spoglia laterale (γ).
Questi elementi si ripetono in tutti i tipi di utensili. I! loro valore
opportuno dipende dalla natura del materiale
da lavorare.
Qui di seguito si
espongono solo i valori relativi ai materiali che comunemente interessano il fermodellista:
|
|
|
α |
β |
γ |
|
| |
Acciaio dolce |
8° |
17° |
14° |
|
|
|
Acciaio duro |
8° |
8° |
12° |
|
| |
Ottone e bronzo |
8° |
0° |
2° |
|
| |
Alluminio |
10° |
35° |
15° |
|
|