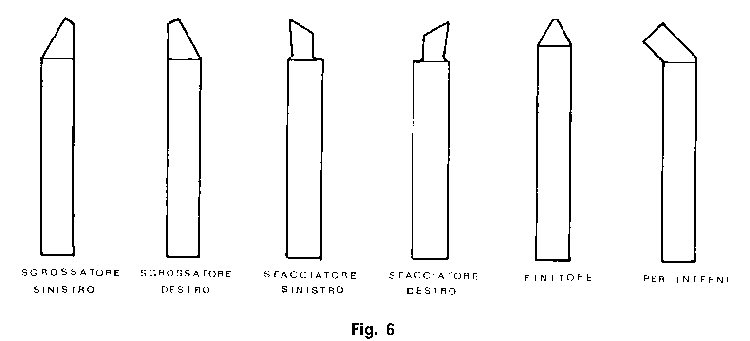
Si tratta di
barrette a sezione quadrata in acciaio speciale, opportunamente sagomate con
la mola ad una
estremità, in modo da presentare degli spigoli taglienti. La conformazione è
legata alla natura del lavoro che ciascuno di essi è chiamato a compiere.
Il materiale è generalmente acciaio «superrapido», così detto in quanto,
contenendo un'alta percentuale di tungsteno e di cobalto, consente
lavorazioni ad alta velocità.
Gli utensili «sgrossatori», come dice la parola, servono per la
«sgrossatura», operazione che si conduce con l'asportazione di trucioli
relativamente grossi, onde ridurre rapidamente il pezzo alle dimensioni
approssimative previste.
Gli utensili «sfacciatori» sono
convenientemente utilizzati per l'esecuzione di superfici piane, ovviamente
perpendicolari all'asse del mandrino. Il «finitore» è usato per «finire» il
pezzo, cioè per ottenere una superficie più liscia di quanto non si consegua
con gli sgrossatori, e per giungere alle quote previste con la necessaria
precisione.
L'utensile «per interni» -del quale esistono diverse versioni -consente di
lavorare le superfici interne del pezzo (fori e cavità in genere).
Man mano che procederemo nella nostra disamina, potremo eventualmente
«inventare» altri tipi di utensili, adeguati alle necessità che via via ci
si presenteranno.
La qualifica di «sinistro» o {(destro» designa la prerogativa di asportare
il truciolo a sinistra dell'operatore, cioè dalla parte della testa, oppure
dalla parte opposta.
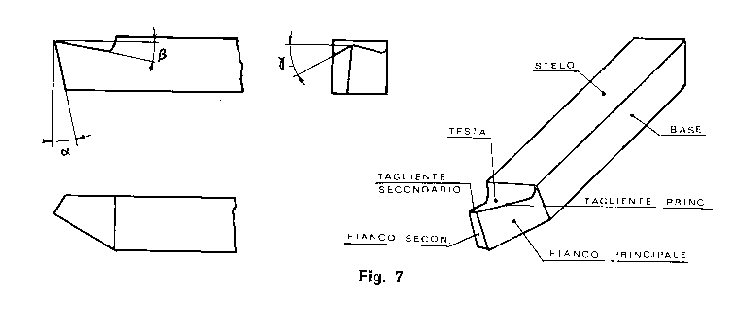
Esaminiamo ora attentamente un utensile sgrossatore (sinistro),
rappresentato in modo da metterne in evidenza gli angoli caratteristici, dal
cui opportuno valore dipende la bontà del lavoro.
Nella fig. 7, oltre alle tre viste, compare per migliore evidenza anche uno
schizzo prospettico:
Gli elementi più importanti sono:
1) l'angolo di spoglia inferiore (α);
2) l'angolo di spoglia superiore (β);
3) l'angolo di spoglia laterale (γ).
Questi elementi si ripetono in tutti i tipi di utensili. Il loro valore
opportuno dipende dalla natura del materiale da lavorare. Qui di seguito si
espongono solo i valori relativi ai materiali che comunemente interessano il
fermodellista:
| |
α |
β |
γ |
| Acciaio dolce |
8° |
17° |
14° |
| Acciaio duro |
8° |
8° |
12° |
| Ottone e bronzo |
8° |
0° |
2° |
| Alluminio |
10° |
35° |
15° |
Lavori fondamentali del tornietto
Le operazioni fondamentali sono: la tornitura cilindrica e la tornitura
piana (spiana tura, sfacciatura). Con la tornitura cilindrica si riduce il
pezzo a un determinato diametro; nella sfacciatura si ottiene, invece, una
superficie piana perpendicolare all'asse del mandrino (e del pezzo).
In ambedue i casi, il pezzo viene trascinato in rotazione dal mandrino,
tramite il motore e la trasmissione, mentre l'utensile viene fissato
nell'apposita sede del portautensili P. Mentre il pezzo gira (moto di taglio
- deve essere antiorario, cioè contrario a quello delle lancette
dell'orologio, se visto dalla parte della contropunta) , la punta
dell'utensile, preventivamente avvicinata al pezzo in posizione idonea ad
assicurare un'opportuna profondità di passata (moto di registrazione), viene
guidata lungo la superficie da lavorare (moto di alimentazione o di
avanzamento). La combinazione del moto di taglio e del moto di alimentazione
genera il moto di lavoro. Grazie a questo, la punta dell'utensile stacca il
truciolo, la cui dimensione (sezione) dipende insieme dalla profondità di
passata e dall'entità dell'avanza,mento.
Si dice velocità di taqlio la velocità con la quale la superficie del pezzo
passa davanti alla punta dell'utensile: essa si misura generalmente in metri
al minuto primo (m/min). La velocità di alimentazione o di avanzamento è,
invece, nel nostro caso, la velocità di spostamento della punta
dell'utensile: si misura, quando occorre, in millimetri per giro del
mandrino (mm/giro).
Strumenti di misura
Non si può lavorare decentemente su un tornio, grande o pIccolo che sia,
senza disporre almeno di uno strumento fondamentale di misura e controllo:
il calibro a corsoio (fig. 8).
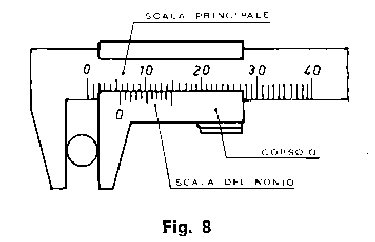
Il numero intero della misura (mm) si legge sulla scala principale: il
tratto della scala del nonio, che coincide con un tratto della scala
principale, indica i decimi di mm.
Nella fig. 8, ad esempio, lo zero della scala del nonio si trova fra 5 e 6:
ciò significa che il diametro del pezzo è compreso fra 5 e 6 millimetri. Si
leggerà, perciò, 5.
L'ottavo tratto del la graduazione del nonio combacia con. un tratto della
graduazione principale e ciò significa: 8/10 di mm.
I! diametro del pezzo è, dunque, di 5,8 mm.
Scelta della velocità
Come per ogni macchina utensile, anche in questo caso la scelta della
velocità riveste grande importanza.
Una velocità troppo elevata logora rapidamente i taglienti degli utensili,
una velocità troppo bassa prolunga inutilmente il lavoro.
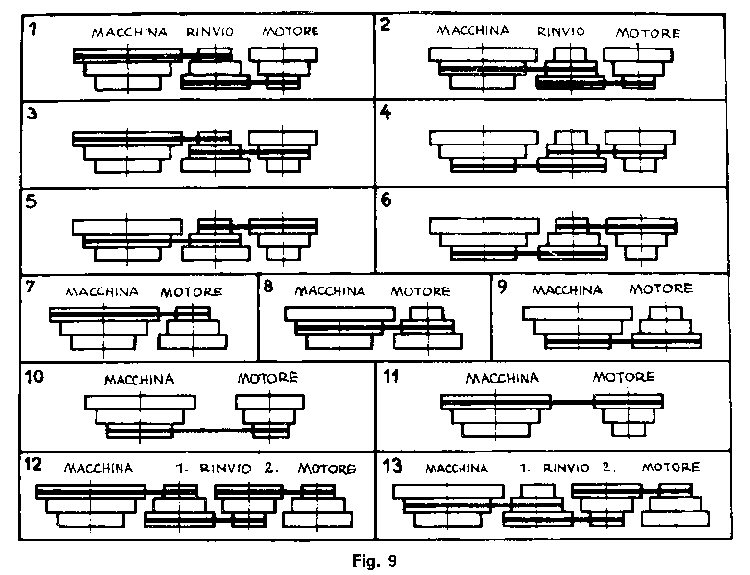
Il tornietto è dotato, per la regolazione della velocità, di un sistema di
tre pulegge a gradini. Una è montata sull'alberino del motore, un'altra
sull'asse del mandrino, la terza costituisce il rinvio ed è folle (cioè gira
a vuoto).
La fig. 9 mostra schematicamente le varie possibilità di collegamento
realizzabili mediante le cinghiette
elastiche in dotazione.
( Ottimi si sono dimostrati, come ricambio, i normalissimi O-Ring acquistati
da un buon ferramenta AL
)
Le corrispondenti velocità di rotazione
sono, all'incirca:
|
Schema N. |
|
|
|
1 |
365 |
giri/min |
|
2 |
685 |
giri/min |
|
3 |
850 |
giri/min |
|
4 |
2600 |
giri/min |
|
5 |
3750 |
giri/min |
|
6 |
6000 |
giri/min |
|
7 |
850 |
giri/min |
|
8 |
1600 |
giri/min |
|
9 |
2600 |
giri/min |
|
10 |
1100 |
giri/min |
|
11 |
2000 |
giri/min |
|
12 |
155 |
giri/min |
|
13 |
300 |
giri/min |
Gli schemi da 1 a 6 e 10-11
valgono per la normale disposizione della macchina (per 10 e 11 si salta il
rinvio); per 7-8-9 occorre capovolgere la puleggia del motore (vedi avanti);
gli schemi 12 e 13 sono realizzabili solo aggiungendo il rinvio
supplementare 2, che rientra fra gli accessori. Le velocità su riportate
valgono a vuoto; in realtà saranno un po' minori durante il lavoro, e tanto
più quanto più pesante il medesimo.
La puleggia del motore si può generalmente smontare a mano, dopo aver
allentato la vite di fissaggio assiale. Se risultasse troppo dura da
togliere, basta infilare due cacciaviti, ad uso di leve, fra la puleggia e
il supporto motore.
La puleggia, capovolta, viene nuovamente spinta sull'asse e fissata con la
vite.
Per familiarizzarsi con la scelta della velocità, che può sembrare un po'
complicata, conviene eseguire un certo numero di prove a vuoto, cioè senza
lavorare.
Per la scelta della velocità di taglio. vale generalmente il seguente
principio: la velocità può essere tanto più elevata. quanto più è dolce il
materiale. A parte questa massima generale. i dati sperimentali consentono
di scegliere caso per caso la velocità conveniente. Con utensili di acciaio
superrapido, e per i materiali di interesse del fermodellista, valgono i
seguenti valori:
| Acciaio dolce |
45÷50 |
m/min |
| Acciaio duro |
18÷20 |
" |
| Ghisa |
20÷22 |
" |
| Ottone |
100÷110 |
" |
| Bronzo |
90÷100 |
" |
| Alluminio |
300÷350 |
" |
Velocità minori richiedono meno frequenti affilature dei taglienti. Poiché
l'affilatura è operazione delicata. e comunque non da principianti. e dato
che i modellisti. lavorando per diletto. non hanno problemi di produttività,
si consiglia l'adozione di velocità alquanto minori di quelle previste
sopra.
Una volta stabilito il valore opportuno della velocità di taglio. è facile
trovare la corrispondente velocità di rotazione del pezzo mediante la
seguente semplice formula:
dove n = velocità di rotazione
del pezzo (giri/min) ,
v = velocità di taglio (m/min),
π = 3.14
D = diametro del pezzo (mm).
|
Al lavoro
Come primo lavoro di estrema semplicità, proponiamoci di realizzare il pezzo
disegnato nella seguente figura,
che è un estratto della fig. 2.
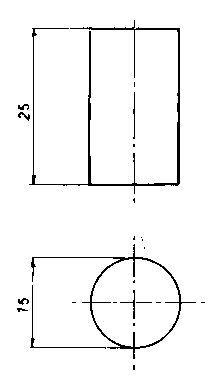
Si tratta di un pezzo cilindrico pieno con
diametro di 15 mm
e della lunghezza di 25 mm.
Materiale: ottone (i materiali dolci sono i più adatti per cominciare).
Tutte le sue superfici devono essere lavorate: la parte cilindrica (tornitura cilindrica) e le due estremità (intestatura).
Procuriamoci dunque una barretta con diametro di 16÷17 mm e della
lunghezza di 26÷27 mm: dotata, cioè, di sovrametalli, che verranno
asportati per giungere alla superficie finita e alle dimensioni richieste.
È il caso di precisare, a questo punto, che la tornitura cilindrica si può
eseguire montando il pezzo in uno dei due modi seguenti:
a) sul mandrino autocentrante;
b) fra punta e contropunta.
Il primo modo, più sbrigativo, viene usato per pezzi corti, quelli, per
intenderci, che, una volta montati, sporgono moderatamente dal mandrino.
Trovandosi, infatti, il pezzo a sbalzo. una eccessiva lunghezza in rapporto
al diametro sarebbe causa di cedimenti all'estremità libera, assai
pregiudizievoli
per l'azione dell'utensile, che lavora bene, com'è intuitivo,
solo su pezzi
sufficientemente rigidi.
Non diamo regole: l'esperienza diretta, meglio di ogni altra cosa, farà
capire quali proporzioni occorra rispettare.
Se il pezzo è lungo, abbisogna di sostegno anche all'estremità opposta al
mandrino;
ciò si ottiene, come vedremo, utilizzando la contropunta.
Tornitura all'autocentrante
Nel nostro caso, l'auto centrante è
idoneo. Prendiamo dunque la barretta e serriamone un'estremità
fra le «griffe» dell'auto centrante, accertando che la presa sia ben sicura.
Poiché le griffe sporgono dalla piattaforma 10 mm, la lunghezza libera del
pezzo sarà di 16÷17 mm. Non potremo, dunque, lavorare in una sola volta la
superficie cilindrica, ma dovremo operare in due fasi successive.
Diamo ora un breve impulso di rotazione al mandrino (un attacca-stacca
sull'interruttore) e controlliamo se il pezzo gira sufficientemente
centrato: ciò si nota meglio a bassa velocità.
Se ciò non fosse (l'autocentrante assicura, in genere, una discreta, ma non
perfetta, centratura) ,
aprire le griffe e provare in un'altra posizione, eventualmente battendo, a
macchina ferma, piccoli colpi sul pezzo con griffe appena serrate a mano.
Montiamo il portautensili P sulla slitta M e fissiamo nell'apposita sede lo
sgrossatore sinistro:
la sua punta deve trovarsi alla stessa altezza dell'asse del pezzo.
È una norma di fondamentale importanza, da rispettare per tutti i tipi di
utensili. In caso contrario, l'angolo β
assumerebbe un valore diverso dall'optimum e l'utensile non lavorerebbe
nelle migliori condizioni: è ammesso un piccolo spostamento in basso,
dell'ordine di pochi decimi di mm, solo per operazioni di finitura.
Per il controllo, ci si può servire di una delle punte, infilata nel
cannotto della contropunta T e avvicinata alla punta dell'utensile: se
quest'ultima apparisse più bassa, si rimedia mediante opportuni spessori
(pezzetti di lamierino) inseriti sotto lo stelo dell'utensile.
Ma attenzione a non esagerare: tra i due mali, è meno pregiudizievole una
punta un po' bassa, che una troppo alta.
Per ottone, decidiamo di adottare la velocità di taglio di 80 m/min. Dalla
formula (1) ricaviamo la velocità di rotazione:
| |
|
|
|
n = |
1000 v = |
1000 * 80
= 1700 giri/min |
| |
π D |
3.14 * 15 |
Sceglieremo la velocità di l600 giri/min
(schema n. 8): la più vicina, per difetto, a quella calcolata.
|
Il primo truciolo
Manovrando i volantini J ed N, portiamo la punta dell'utensile vicino
all'estremità destra del pezzo,
mettiamo in moto il mandrino e sfioriamo il pezzo con la punta
dell'utensile; poi spostiamo quest'ultima verso destra fuori dal pezzo
azionando il volantino J.
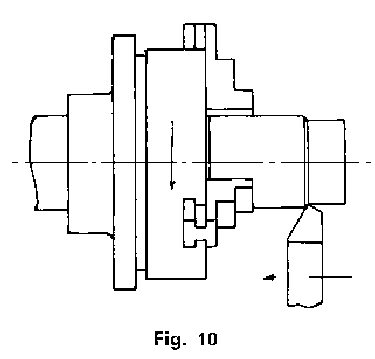
Regoliamo ora la profondità di passata, ruotando il volantino N di un quarto
di giro (profondità di passata di 0,25 mm); col volantino J spingiamo
lentamente la punta dell'utensile ver. so la testa (fig. 10).
Vedremo formarsi sotto la punta una superficie brillante, dovuta al distacco
di trucioli sottili e minuti
(attenzione agli occhi!).
 Ai
principianti è bene consigliare una serie di prove a motore fermo, onde
acquistino dimestichezza con il comando delle viti longitudinale e
trasversale e si rendano conto del modo in cui dev'essere azionato il
volantino J affinché il carrello H si sposti verso la testa motrice o
viceversa, e come agisce la vite di N sull'avanzamento trasversale, che,
come si è visto, ha il compito di avvicinare l'utensile al pezzo e di
regolare la profondità di passata. Ai
principianti è bene consigliare una serie di prove a motore fermo, onde
acquistino dimestichezza con il comando delle viti longitudinale e
trasversale e si rendano conto del modo in cui dev'essere azionato il
volantino J affinché il carrello H si sposti verso la testa motrice o
viceversa, e come agisce la vite di N sull'avanzamento trasversale, che,
come si è visto, ha il compito di avvicinare l'utensile al pezzo e di
regolare la profondità di passata.
Col tempo, si giungerà a una sorta di automatismo nell'esecuzione di questi
movimenti.
Come già sappiamo, ad un certo punto dovremo arrestare il moto longitudina
le del carrello, onde l'utensile non vada ad urtare contro le griffe
dell'autocentrante; ritirata la punta dell'utensile col volantino N (basta
pochissimo), riportiamo a destra il carrello con l'utensile fuori dal pezzo.
Fermato il motore, misuriamo col calibro il diametro della zona lavorata.
Con profondità di passata di 0,25 mm, la riduzione di diametro è di 0,5 mm.
Attenzione a questa osservazione, della quale i principianti (e non!)
spesso si dimenticano: la riduzione di diametro, nella tornitura cilindrica,
è il doppio della profondità di passata.
Per regolare esattamente la quale, si tenga presente che l'avanzamento della
slitta è di 1 mm per ogni giro di volantino N, in quanto è di 1 mm il passo
della relativa vite: per i decimi di millimetro ci si regola sulle tacche di
riferimento visibili sul mozzo del volantino medesimo.
E così dicasi anche per la vite longitudinale I e il relativo volantino J.
Controllato il diametro del pezzo, si ruota N di un altro quarto di giro e
si esegue la seconda passata, poi la terza, è così via, finché il diametro
non sia ridotto a 15,2÷15,3 mm. Se si vuole ottenere una superficie
molto liscia, si sostituisce ora allo sgrossatore l'utensile finitore e si
procede come sopra descritto, con l'avvertenza che il
finitore esige profondità di passata non superiori a 1/10 di mm.
Avremo così lavorato circa la metà della superficie cilindrica del pezzo.
Spianiamone ora l'estremità libera (intestatura).
Montiamo sul portautensili lo sfacciatore sinistro, girato di circa 10°
rispetto alla normale all'asse del pezzo
(fig. 11).
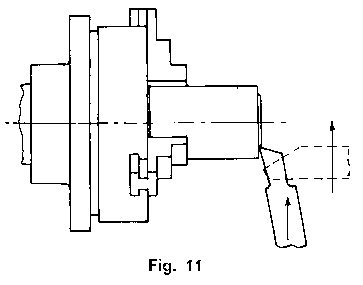
Messa in moto la macchina, sfioriamo con la punta dell'utensile la
superficie d'estremità; con N portiamo la punta all'esterno del pezzo, con J
facciamo avanzare il carrello di circa 1/10 di mm verso la testa.
Con N spingiamo ora la punta dell'utensile verso l'asse del pezzo; giunti al
centro, tiriamo indietro la punta fino a disimpegnarla dal pezzo,
attribuiamo al carrello un ulteriore avanzamento longitudinale di 1/10 di mm
ed eseguiamo una seconda passata; e così via, finché non abbiamo eliminato
tutte le irregolarità superficiali della superficie.
L'intestatura si può eseguire anche usando lo sgrossatore destro, nella
posizione segnata con tratteggio nella medesima fig. 11.
I suggerimenti che andiamo esponendo vengono dalla pratica, ossia dalla
esperienza: ma, essendo carattere peculiare dell'esperienza di essere
personale, essi sono pur sempre teoria per chi non ha mai provato.
Quindi
ognuno, sulla base delle proprie capacità ed attitudini, potrà in sede
pratica adattarli, perfezionarli, modificarli a suo criterio a norma dei
risultati conseguiti.
Abbiamo così lavorato circa metà pezzo: aperte le griffe, capovolgiamolo e
serriamo fra di esse la parte lavorata. Ripetendo le operazioni già
descritte, completeremo la tornitura cilindrica e l'intestatura della
seconda estremità.
Ci accorgeremo, a questo punto, di due inconvenienti:
1) la superficie cilindrica ottenuta nella seconda fase non coinciderà
perfettamente con la prima; le due parti appariranno più o meno disassate.
Ciò è dovuto all'imperfetto centraggio conseguibile con l'autocentrante;
2) non potremo misurare esattamente col calibro la lunghezza del pezzo.
Al secondo inconveniente si ovvia con qualche accorgimento; il primo,
invece, è irrimediabile e rende, in genere, inaccettabile il pezzo. Che
fare, allora?
Evidentemente, per ottenere un buon risultato, è necessario lavorare la
parte cilindrica in una sola volta,
partendo da un pezzo di lunghezza maggiorata in modo che sporga dalle griffe
del mandrino dell'intera
lunghezza di lavorazione (anzi, un po' di più).
La lunghezza iniziale della barretta dovrà essere, dunque, di poco meno che
40 mm.
Potremo così tornire cilindrico per circa 27 mm. Ridotta la parte cilindrica
al diametro preciso, eseguiremo l'intestatura come già detto.
Poi col seghetto -curando di operare perpendicolarmente all'asse del pezzo
-separeremo la parte lavorata da quella presa fra le griffe; tolta quest'ultima
(inconveniente del metodo è che raramente questi mozziconi si possono
riutilizzare) , rimontiamo il pezzo capovolto, dopo averne misurato
esattamente la lunghezza col calibro. Sapremo così quale spessore asportare
nella seconda intestatura per giungere alla lunghezza voluta.
L'inconveniente del mozzicone residuo non c'è, quando il diametro del grezzo
non supera 6,5 mm.
Si noti, infatti, che l'albero del mandrino, forato assialmente, consente il
passaggio di una barra continua
fino a tale diametro.
Dovendo, ad esempio, costruire uno o più pezzi 0 6, infilata la barra 0 6,5
nel foro del mandrino,
la si bloccherebbe nell'autocentrante, lasciando sporgere dalle griffe
quanto basta per la lavorazione.
Ultimato il pezzo, lo si separa col seghetto, e si fa avanzare la barra
quanto occorre per un altro pezzo. In tal modo non si producono mozziconi:
ne resterà uno solo a barra esaurita.
Quanto più grande è il tornio, tanto maggiore è il diametro del foro per il
passaggio della barra: dall'UNIMAT non si può pretendere di più.
Con qualche accorgimento si riesce a limitare l'inconveniente dei mozziconi:
ma qui non si vuol dire tutto, sia perché nessuno può dire di saper tutto,
sia per ragioni di spazio, sia per non togliere a ciascuno
il piacere della scoperta.
|